Vindturbingeneratorhus og rammeveiledning
Den strukturelle rollen til vindturbingeneratorhuset
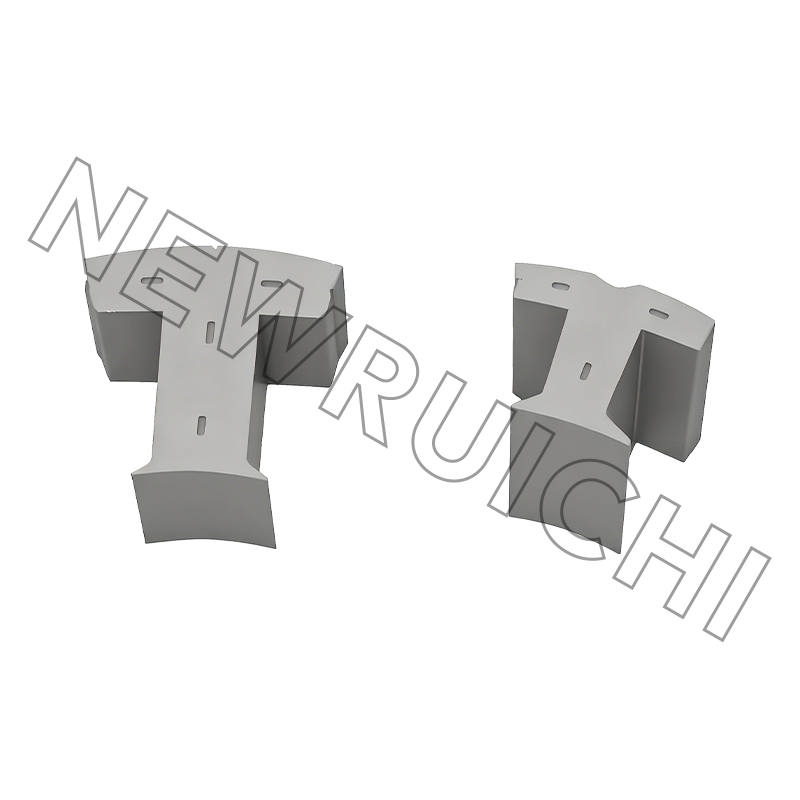
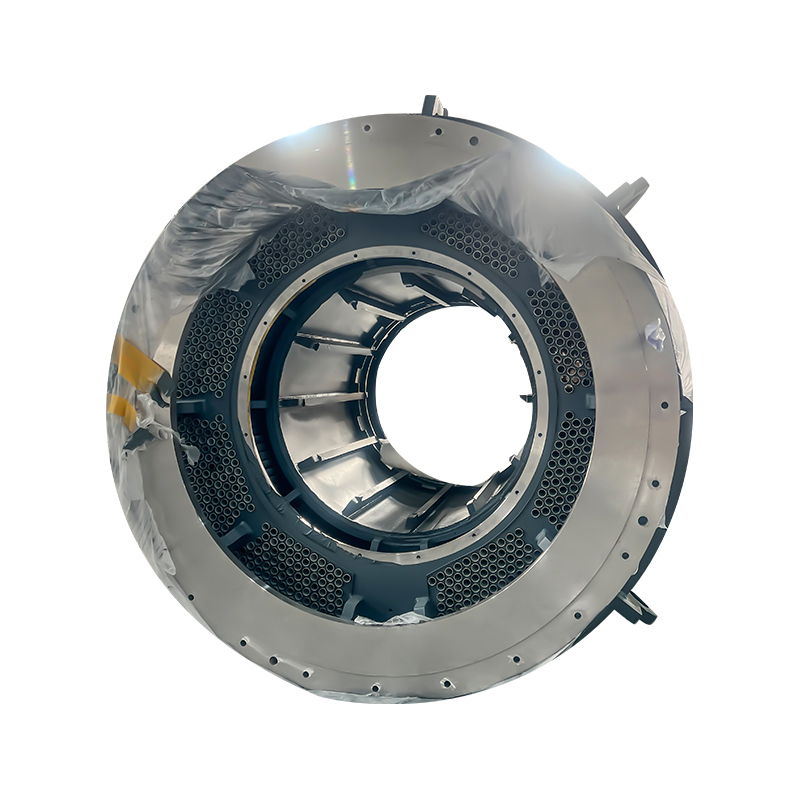
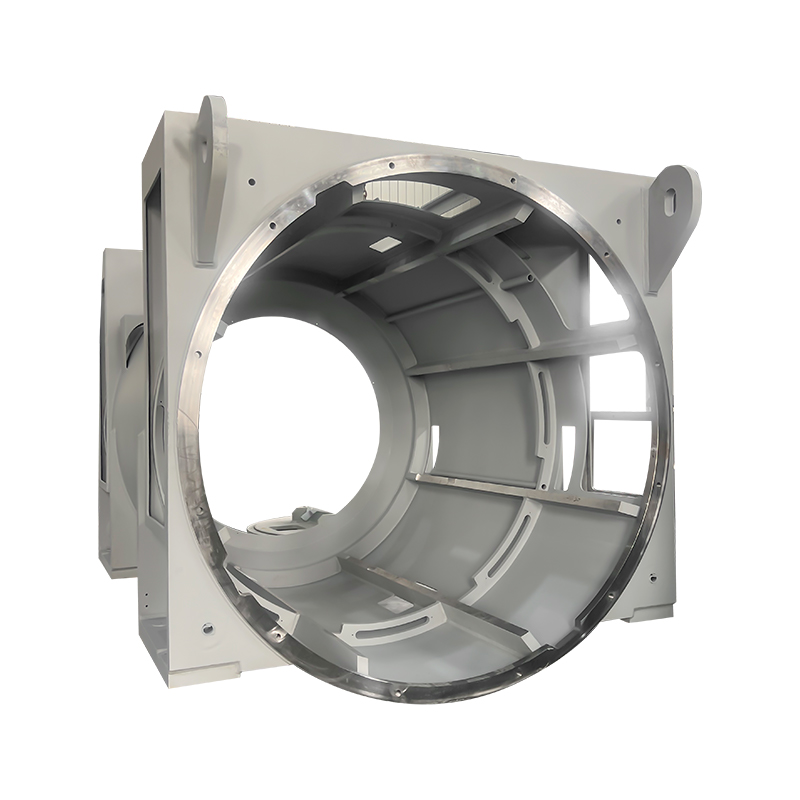
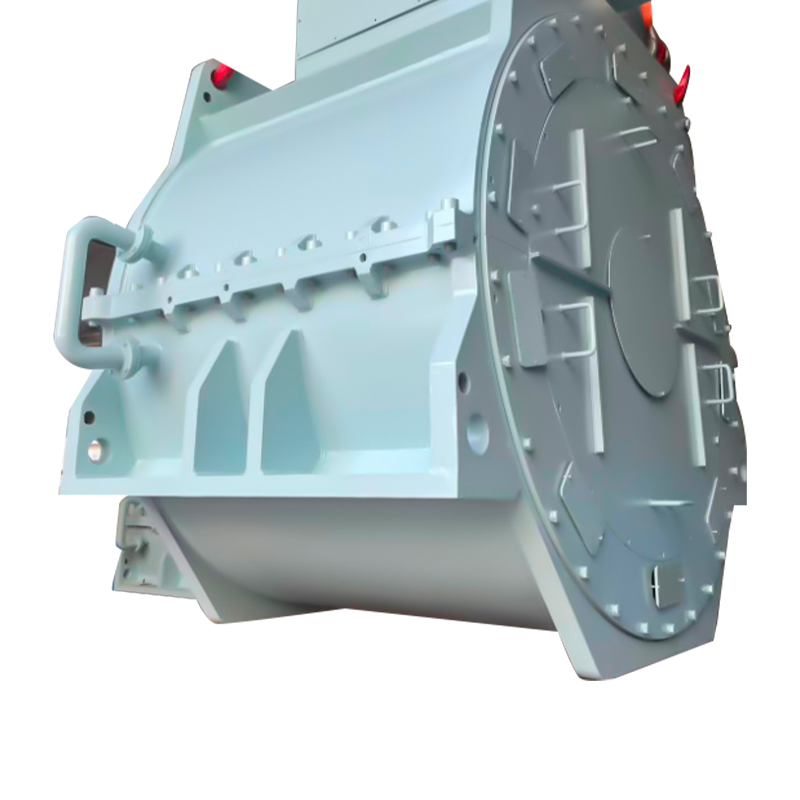
Den vindmølle generatorhus - også referert til som vindturbingeneratorrammen eller generatorbasen - er en kritisk kjernekomponent i vindkraftproduksjonsenheter, plassert på toppen av tårnet inne i nacellen. Funksjonen strekker seg langt utover enkel innkapsling. Generatorhuset danner det primære lastbærende grensesnittet mellom generatoren og den bredere nacellestrukturen, og kobles til hovedrammen foran mens den støtter hele vekten av generatoren bak. I denne posisjonen må den samtidig håndtere statiske gravitasjonsbelastninger, dynamisk operativt dreiemoment, vindinduserte bøyemomenter og vibrasjoner som overføres gjennom drivverket – alt samtidig som den opprettholder de nøyaktige dimensjonsforholdene som kreves for effektiv kraftproduksjon.
Den importance of the wind turbine generator frame is best understood by considering the consequences of its failure or dimensional inaccuracy. Misalignment between the generator and gearbox — or between the generator and main shaft in direct-drive configurations — introduces asymmetric bearing loads, accelerated gear and bearing wear, elevated vibration signatures, and ultimately premature drivetrain failure. Given that wind turbines are expected to operate for 20 to 25 years with minimal major maintenance, and that nacelle access at hub heights of 80 to 140 meters is logistically complex and costly, the structural integrity and dimensional precision of the generator housing are non-negotiable requirements with direct financial consequences across the turbine's operational lifetime.
Belastningsforhold som virker på generatorrammen
Den vindturbin generator ramme opererer i et av de mest mekanisk krevende miljøene innen industrielt utstyr. I motsetning til stasjonære industrimaskineri hvor belastningene stort sett er statiske og forutsigbare, må et vindturbingeneratorhus tåle et kontinuerlig spekter av dynamiske belastninger hvis størrelse og retning endres konstant med vindforhold, turbinens driftstilstand og girposisjon. Å forstå disse belastningskategoriene er avgjørende for å forstå hvorfor generatorrammedesign er en sofistikert konstruksjonsteknisk utfordring snarere enn en enkel fabrikasjonsoppgave.
- Gravitasjonsbelastninger — Egenvekten til generatoren - typisk 15 til 80 tonn avhengig av turbinverdien - fungerer som en konstant nedadgående kraft på generatorrammens monteringsgrensesnitt. I større multi-megawatt-turbiner krever denne statiske lasten alene rammetverrsnitt og materialspesifikasjoner som vil bli ansett som overkonstruert i de fleste industrielle sammenhenger.
- Driftsmoment — Reaksjonsmomentet fra generatorens elektromagnetiske bremsing – kraften som motstår rotorrotasjon når elektrisk kraft trekkes ut – overføres direkte inn i vindturbingeneratorhuset. Dette dreiemomentet kan nå flere hundre kilonewton-meter i multi-megawatt-maskiner og reverserer retning under nettfeilhendelser, noe som påfører syklisk torsjonsspenning på rammestrukturen gjennom turbinens driftslevetid.
- Vindinduserte bøyemomenter — Skyvekrefter fra rotoren skaper bøyemomenter som forplanter seg gjennom hovedakselen og girkassen inn i generatorrammen. Under ekstreme vindforhold - stormoverlevelsesbelastninger, nødstopphendelser - når disse øyeblikkene sine toppverdier og må absorberes av rammen uten permanent deformasjon som ville kompromittere innrettingen.
- Vibrasjons- og tretthetsbelastning — Rotorubalanse, bladpasseringsfrekvenseksitasjon, girnettovertoner og generatorens elektromagnetiske dreiemomentrippel genererer alle vibrasjonsbelastninger ved distinkte frekvenser. Vindturbingeneratorrammen må utformes med tilstrekkelig stivhet for å unngå resonans ved disse eksitasjonsfrekvensene og tilstrekkelig utmattingsmotstand til å overleve milliarder av belastningssykluser akkumulert over en 20-års levetid.
- Denrmal loads — Temperaturforskjeller mellom generatorhusets indre — oppvarmet av generatortap — og det eksterne nacellemiljøet skaper differensiell termisk ekspansjon som må tilpasses uten å introdusere feiljustering eller begrense generatorens termiske vekst på måter som skader monteringsgrensesnittene.
Designforskjeller: giret vs. direktedrevne turbinkonfigurasjoner
Den mechanical architecture of the wind turbine fundamentally shapes the design requirements for the wind turbine generator housing. Two dominant drivetrain configurations — geared and direct-drive — impose substantially different load profiles and alignment requirements on the generator frame, resulting in distinct structural designs optimized for each architecture.
Giret turbingeneratorrammer
I konvensjonelle giret vindturbiner kobles lavhastighets hovedakselen til en girkasse som øker rotasjonshastigheten før den driver en relativt kompakt høyhastighetsgenerator. Vindturbingeneratorrammen i denne konfigurasjonen må sikre nøyaktig innretting mellom girkassens utgående aksel og generatorens inngangsaksel - vanligvis oppnådd gjennom en fleksibel kopling, men krever fortsatt at de to akselens senterlinjer forblir innenfor stramme vinkel- og parallelle skjevjusteringsgrenser under alle driftsbelastningsforhold. Rammens strukturelle design må opprettholde denne innrettingen til tross for defleksjoner forårsaket av generatorvekt, dreiemomentreaksjon og dynamiske belastninger, noe som krever nøye finite element-analyse under designfasen for å verifisere avbøyningsoverholdelse over hele lastomhyllingen.
Direktedrevne turbingeneratorrammer
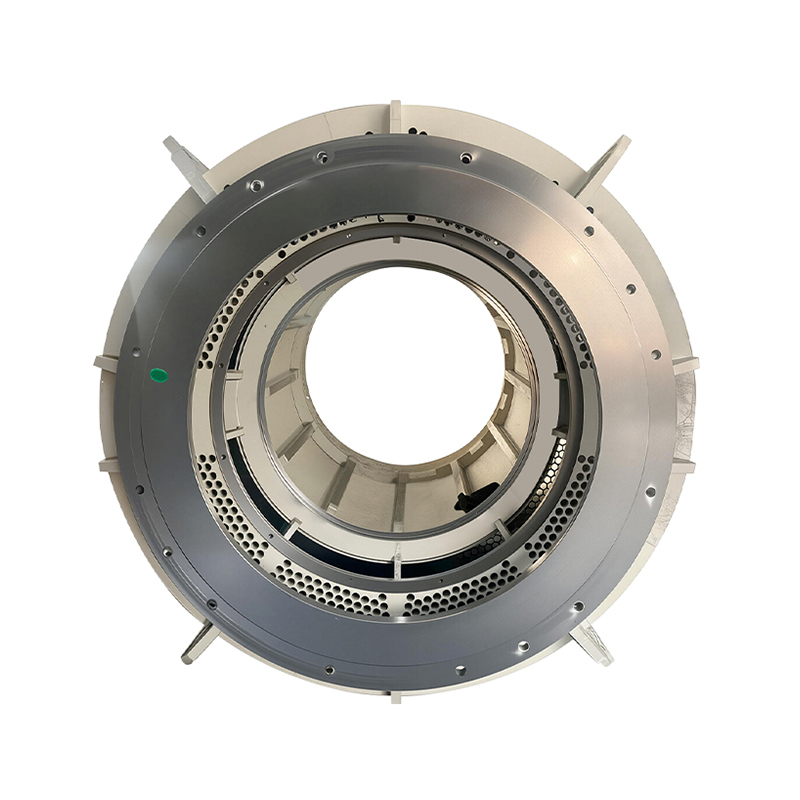
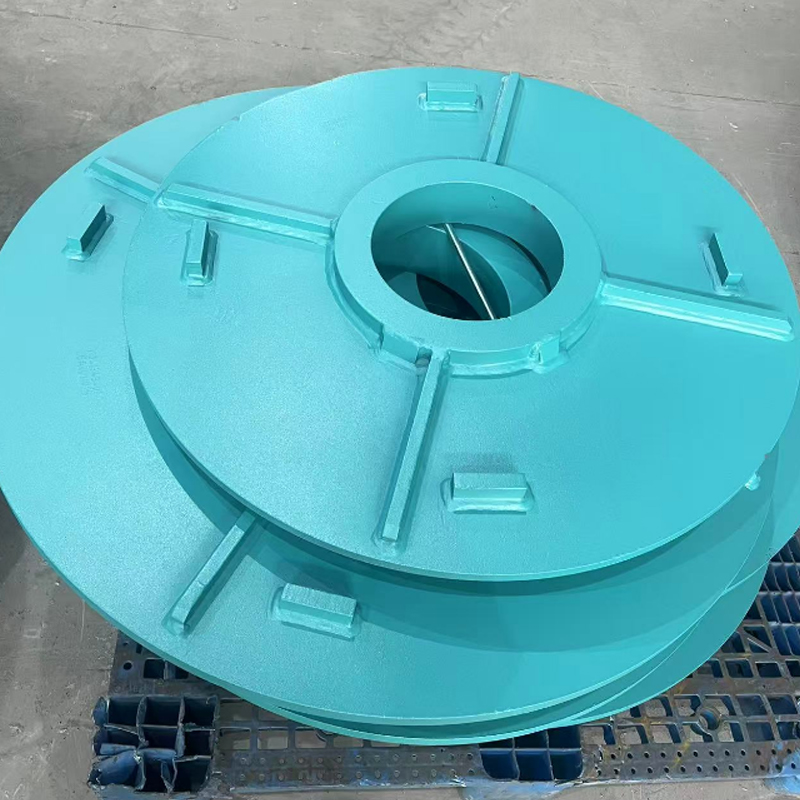
Direktedrevne vindturbiner eliminerer girkassen helt, med rotornavet koblet direkte til en lavhastighetsgenerator med stor diameter. Vindturbingeneratorrammen i direktedrevne konfigurasjoner tar på seg en enda mer kritisk strukturell rolle - den må støtte en generator som er betydelig større og tyngre enn dens girekvivalent (ofte 50 til 100 tonn i offshore multimegawattmaskiner) samtidig som den opprettholder den nøyaktige luftgapets ensartethet mellom rotor og stator-effektivitet som er avgjørende for rotor- og rotorkontakt. Den strukturelle rammen i direktedrevne turbiner integreres ofte med hovedlagerhuset og danner en kontinuerlig lastbane fra rotornavet til tårntoppen, noe som gjør den til en av de mest komplekse strukturelle støpingene eller fabrikasjonene i hele turbinen.
Materialer og produksjonsmetoder for generatorhus
Den material and manufacturing process selected for a wind turbine generator housing must satisfy simultaneous requirements for structural strength, stiffness, fatigue resistance, dimensional accuracy, weldability or castability, and machinability at the precision interfaces where the generator and drivetrain components mount. Two primary manufacturing routes dominate current production: structural steel fabrication and ductile iron casting.
Stålkonstruksjonsrammer
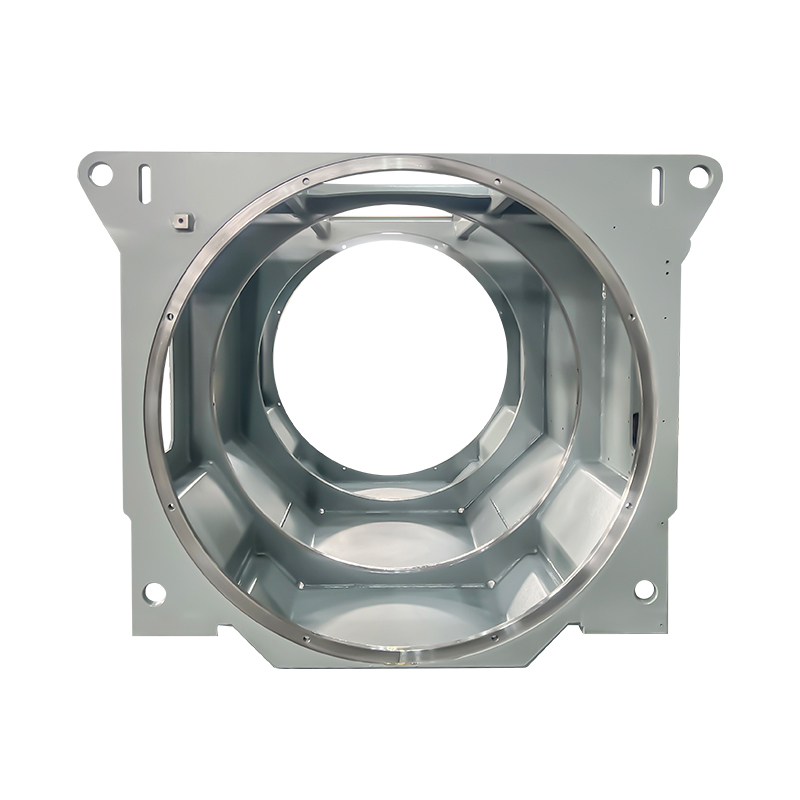
Stålproduserte vindturbingeneratorrammer er konstruert av plate- og konstruksjonsstålseksjoner, kuttet til profil og sveiset inn i den nødvendige tredimensjonale geometrien. Denne tilnærmingen tilbyr designfleksibilitet – rammegeometrien kan optimaliseres i detalj uten begrensningene for støping – og er godt egnet for lave og middels produksjonsvolumer der verktøyinvesteringer for støping ikke er berettiget. Høyfaste konstruksjonsstålkvaliteter - S355 og S420 er vanlige spesifikasjoner - gir flytestyrken og seigheten som kreves for tretthetsbelastningsmiljøet. Sveisekvalitet er den kritiske produksjonsvariabelen i fabrikkerte rammer; alle strukturelle sveiser må oppfylle EN ISO 5817 kvalitetsnivå B som et minimum, med full penetrasjonssveisinspeksjon ved ultralyd eller radiografisk testing på steder med høy belastning.
Duktile støpejernsrammer
For høyere produksjonsvolum gir støping av seigjern betydelige fordeler ved å produsere de komplekse tredimensjonale geometriene til vindturbingeneratorrammen med integrerte ribber, bosser og monteringsputer som ville være ekstremt vanskelig å oppnå i fabrikkert konstruksjon. Kvalitet EN-GJS-400-18-LT duktilt jern – valgt for sin kombinasjon av styrke, duktilitet og slagfasthet ved lav temperatur for installasjoner i kaldt klima – er standard materialspesifikasjon. Støpte rammer oppnår sin endelige dimensjonale nøyaktighet gjennom presisjonsbearbeiding av alle kritiske monteringsgrensesnitt, med toleranser på generatorens monteringsplates flathet som vanligvis holdes innenfor 0,05 mm over hele monteringsfotavtrykket.
| Eiendom | Stålprodusert ramme | Støpt seig jernramme |
| Geometrisk kompleksitet | Moderat - begrenset av fabrikasjon | Høy — komplekse interne funksjoner mulig |
| Verktøyinvestering | Lavt | Høy (mønster- og kjerneverktøy) |
| Enhetskostnad i volum | Høyere | Lavter |
| Ledetidsfleksibilitet | Høy — ingen ledetid for mønster | Lavter — foundry scheduling dependent |
| Designendring | Rask og lav kostnad | Sakte og dyrt (mønsterbearbeiding) |
Krav til presisjonsjustering og maskineringsstandarder
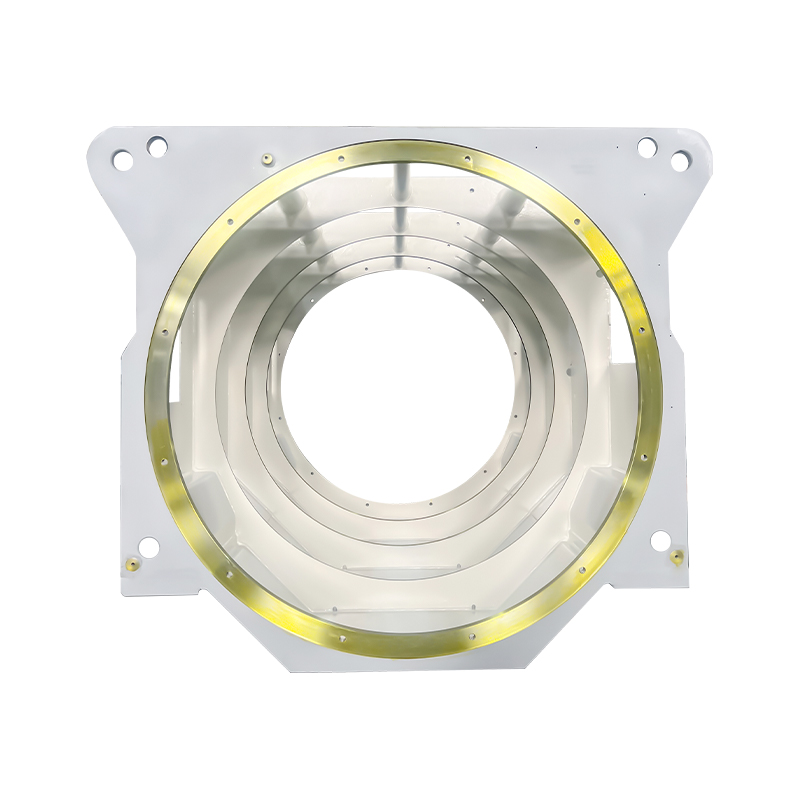
Den wind turbine generator frame ensures precise alignment and positioning between the generator and the gearbox or main shaft — a requirement that translates into extremely demanding machining specifications for the frame's mounting interfaces. Achieving and maintaining this alignment over the turbine's 20-year service life requires that the machined surfaces retain their dimensional accuracy despite the structural deflections, thermal cycles, and fatigue loads accumulated during operation.
Kritiske maskinerte funksjoner på vindturbingeneratorhuset inkluderer generatorens monteringsplateoverflater – som må være i samme plan innenfor stramme flathetstoleranser for å sikre jevn lastfordeling over alle monteringsbolter – og innrettingsboringen eller registerfunksjonene som plasserer generatoren konsentrisk i forhold til drivverkets senterlinje. Posisjonstoleranser for innrettingsfunksjoner er vanligvis spesifisert i området ±0,1 mm til ±0,2 mm, oppnådd gjennom presisjon CNC horisontal boring og freseoperasjoner ved bruk av storformatmaskineringssentre som er i stand til å romme hele rammekonvolutten i ett enkelt oppsett. Enkeltoppsettsmaskinering av alle kritiske grensesnitt eliminerer de kumulative posisjonsfeilene som ville resultere fra reposisjonering av arbeidsstykket mellom operasjoner, og regnes som den eneste pålitelige metoden for å oppnå den nødvendige nøyaktigheten mellom funksjoner på store generatorrammer.
Overflatebeskyttelse og korrosjonsforebygging for tøffe miljøer
Vindturbiner opererer i noen av de tøffeste korrosive miljøene som industrielt utstyr møter - offshoreinstallasjoner står overfor konstant saltsprut og høy luftfuktighet, mens landinstallasjoner i kyst-, ørken- og kaldtklima har sine egne korrosjonsutfordringer. Vindturbingeneratorhuset må beskyttes mot korrosjon gjennom hele levetiden uten å kreve beleggvedlikehold som vil kreve større demontering av nacellekomponenter.
Overflatebeskyttelsessystemer for generatorrammer i standard landbaserte applikasjoner består typisk av en sinkrik primer påført med luftløs spray til en minimum tørrfilmtykkelse på 60 mikron, etterfulgt av epoksy-mellomstrøk og et polyuretan-toppbelegg, som oppnår en total systemtykkelse på 200 til 320 mikron i henhold til kategori C4 C4 ISO C49 C4 eller C4-korrosivitet. Offshoreinstallasjoner krever forbedrede beskyttelsessystemer som oppfyller C5-M-kravene – ofte med termisk sprøytet sink eller aluminium som en ekstra barriere under malingssystemet – for å oppnå den 25-årige vedlikeholdsfrie korrosjonsbeskyttelsen som utilgjengelige offshore-nacellekomponenter krever. Maskinerte overflater og presisjonsgrensesnitt er beskyttet med avtagbare konserveringsforbindelser under lagring og transport, fjernet under installasjon for å gjenopprette dimensjonsnøyaktigheten til monteringsflatene.
Kvalitetssikring og sertifisering for produksjon av generatorramme
Vindturbingeneratorrammer er sikkerhetskritiske komponenter som er underlagt sertifiseringskrav fra uavhengige typesertifiseringsorganer – inkludert DNV, Bureau Veritas, TÜV SÜD og Lloyd's Register – hvis godkjenning kreves før turbindesign kan distribueres kommersielt. Kvalitetssikringskravene for produksjon av generatorramme er tilsvarende strenge, og dekker materialsporbarhet, ikke-destruktiv undersøkelse, dimensjonal inspeksjon og dokumenterte prosesskontroller i hvert trinn av produksjonen.
- Materialsertifisering — Alle strukturelle stålplater og seksjoner må leveres med EN 10204 3.2 materialtestsertifikater, verifisert av en uavhengig inspeksjonsmyndighet, som bekrefter kjemisk sammensetning, mekaniske egenskaper og slagtestresultater ved spesifisert testtemperatur.
- Sveiseprosedyre og sveiserkvalifikasjon — All strukturell sveising må utføres i henhold til kvalifiserte sveiseprosedyrespesifikasjoner (WPS) utviklet og testet i henhold til EN ISO 15614, med alle sveisere som har gjeldende kvalifikasjonssertifikater for den aktuelle sveiseprosessen, materialgruppen og skjøtekonfigurasjonen.
- Ikke-destruktiv undersøkelse (NDE) — Fullpenetrasjonssveiser på steder med høy spenning utsettes for ultralydtesting (UT) eller radiografisk testing (RT) for å oppdage interne defekter. Magnetisk partikkeltesting (MT) brukes på alle sveisetær og overflateområder med høy belastning for å oppdage overflatebrudd og sprekker nær overflaten som kan føre til utmattingsfeil.
- Dimensjonell inspeksjonsrapport — En fulldimensjonal inspeksjonsrapport, generert ved hjelp av CMM-måling av alle kritiske funksjoner, produseres for hver generatorramme og beholdes som en kvalitetspost som støtter turbinens sertifiseringsdokumentasjon og gir en grunnlinje for enhver fremtidig tilstandsvurdering.
-

E-postadressen din vil ikke bli publisert. Obligatoriske felt er merket med *






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Opphavsrett © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator- og rotorkjerner-produsenter
