Servomotorstatorkjerne og rotorlamineringer
Hvorfor motorstatorkjernen definerer servosystemets ytelse
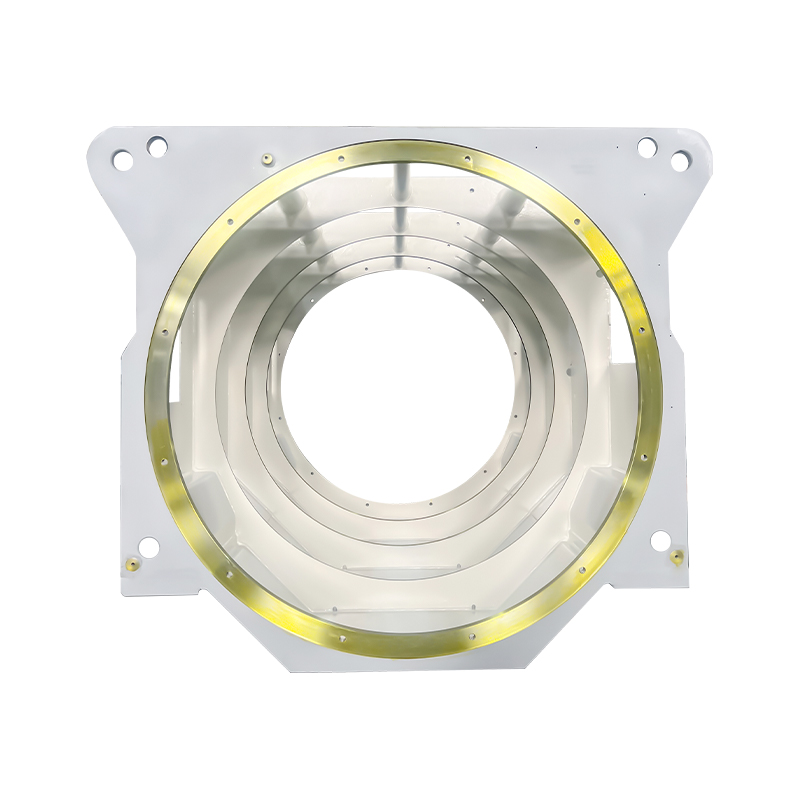
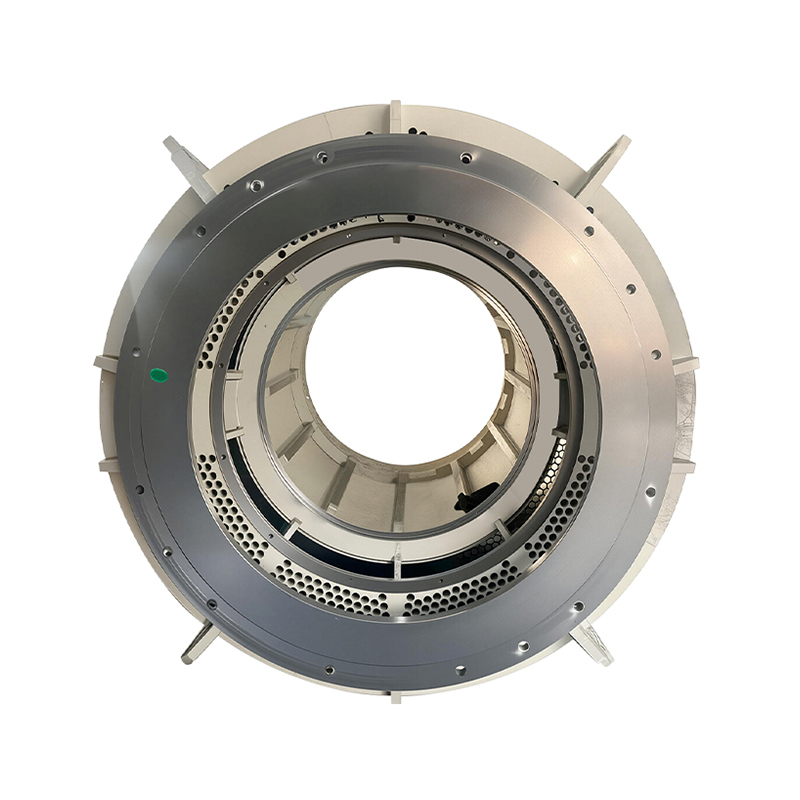
I ethvert presisjonsbevegelsessystem fungerer servomotoren som aktiveringsleddet – og oversetter elektrisk inngang til kontrollert mekanisk utgang med respons på millisekundnivå. I sentrum av denne konverteringsprosessen er motorstatorkjernen: den faste magnetiske strukturen som genererer det roterende elektromagnetiske feltet som driver rotoren. Dens geometri, materialegenskaper og produksjonspresisjon bestemmer til sammen hvor effektivt og nøyaktig energikonverteringen finner sted.
En godt designet statorkjerne gjør mer enn å lede magnetisk fluks. Den former den romlige fordelingen av denne fluksen over luftgapet, og påvirker direkte dreiemomentlinearitet, tilbake-EMF-bølgeformkvalitet og motorens evne til å opprettholde presis posisjonskontroll over varierende belastningsforhold. I robotarmer, CNC-bearbeidingssentre og høysyklus automatiserte monteringslinjer - miljøer der posisjonsnøyaktighet måles i mikrometer og syklustider i millisekunder - er statorkjernen ikke en varekomponent. Det er et presisjonsytelseselement.
Produsenter som behandler statorkjernevalg og spesifikasjoner som en ingeniørbeslutning snarere enn en anskaffelse, oppnår konsekvent bedre resultater på systemnivå: lavere dreiemomentrippel, redusert termisk oppbygging og lengre driftsintervaller mellom vedlikeholdssyklusene.
Materialvalg: Grunnlaget for magnetisk ytelse med lavt tap
De magnetiske og elektriske egenskapene til lamineringsmaterialet setter et absolutt tak for motoreffektivitet og dynamisk respons. For servomotorstator- og rotorlamineringer er silisiumstål med høy permeabilitet – typisk ikke-orientert elektrisk stål med silisiuminnhold fra 2 % til 3,5 % – det foretrukne materialet i presisjonsservoapplikasjoner.
Silisiumlegering undertrykker virvelstrømstap ved å øke elektrisk resistivitet, mens høypermeabilitetsgrader sikrer at den magnetiske kretsen mettes ved høyere flukstettheter, og tillater mer dreiemoment per enhet kjernevolum. De viktigste ytelsesparameterne som skal spesifiseres ved innkjøp av lamineringsmateriale inkluderer:
- Kjernetap (W/kg) — målt ved spesifikk flukstetthet og frekvens (f.eks. 1,0 T ved 50 Hz eller 400 Hz for høyhastighetsapplikasjoner); lavere kjernetap reduserer termisk generering og forbedrer effektiviteten ved driftshastighet
- Relativ permeabilitet (μr) — høyere permeabilitet reduserer den magnetomotoriske kraften som kreves for å oppnå en gitt flukstetthet, noe som muliggjør mer responsivt dreiemoment
- Lamineringstykkelse — tynnere lamineringer (0,20 mm, 0,27 mm, 0,35 mm) reduserer virvelstrømstap ved høyere elektriske frekvenser; passende tykkelse avhenger av motorens nominelle hastighet og kontrollbåndbredde
- Isolasjonsbelegg — interlaminær isolasjon (typisk C-5- eller C-6-belegg) forhindrer virvelstrømmer i å bygge bro mellom stablede lamineringer, og opprettholder de tiltenkte tapsegenskapene til den sammensatte kjernen
For ultra-høyhastighets servomotorer som opererer over 10 000 RPM, kan amorfe metallegeringer eller kobolt-jernkvaliteter spesifiseres i stedet for konvensjonelt silisiumstål, noe som gir betydelig lavere kjernetap ved høye frekvenser til en tilsvarende kostnadspremie.
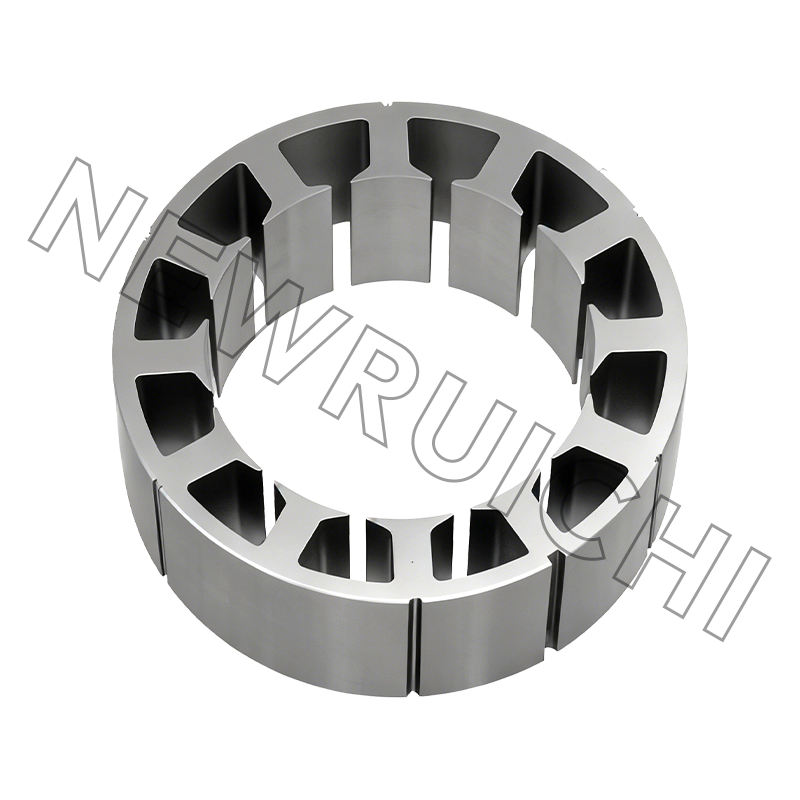
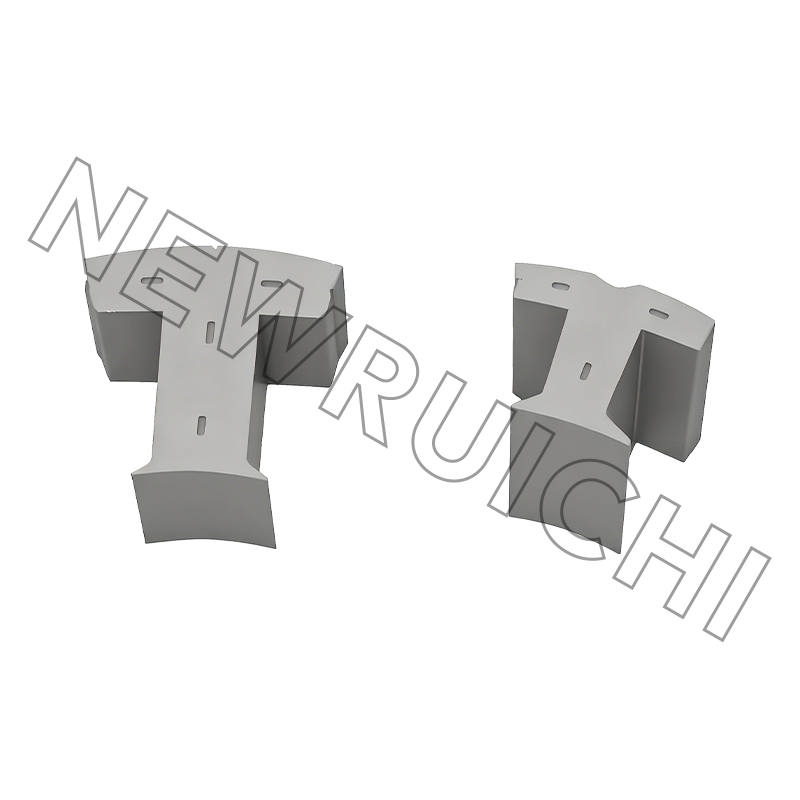
Presisjonsstempling: Hvordan produksjonsprosessen driver dimensjonskonsistens
Overgangen fra råt elektrostål til ferdig servomotor stator og rotor lamineringer krever presisjonsstemplingsteknologi som er i stand til å holde stramme geometriske toleranser på tvers av store produksjonsserier. Dimensjonsinkonsistens i lamineringer - variasjoner i sporgeometri, tannbredde eller ytre diameter - oversettes direkte til magnetisk asymmetri i den sammensatte kjernen, og produserer harmonisk forvrengning i luftspaltefluksen og målbare økninger i dreiemomentrippel.
Progressiv stansing er den dominerende produksjonsmetoden for servomotorlamineringer, og tilbyr gjennomstrømningen og repeterbarheten som kreves for jevn kvalitet i skala. Nøkkeldimensjonale parametere kontrollert under stempling inkluderer:
- Sporgeometritoleranse — spaltebredde og -dybde påvirker viklingsfyllingsfaktor og fluksbanemotvilje direkte; typiske toleransemål for lamineringer av servokvalitet er ±0,02 mm eller strammere
- Gradhøydekontroll — for store grader fra skjæringsskjærsonen øker den effektive lamineringstykkelsen, kompromitterer isolasjonsintegriteten og skaper spenningskonsentrasjoner som øker hysteresetapet; Gradhøyden kontrolleres vanligvis til ≤0,05 mm
- Flathet og camber — ut-av-flate lamineringer skaper ujevnhet i stabling som introduserer rotoreksentrisitet og vibrasjon ved driftshastighet; flathetsavvik er vanligvis spesifisert innenfor 0,1 mm per 100 mm lamineringsdiameter
- Konsentrisitet for indre og ytre diameter – kritisk for å opprettholde jevn luftspalte rundt rotoromkretsen, som direkte styrer det romlige harmoniske innholdet i luftgapets flukstetthetsbølgeform
Glatte kanter oppnådd gjennom kontrollert dyseklaring og regelmessig dysevedlikehold bidrar også til mekanisk balanse under høyhastighetsrotasjon, og reduserer vibrasjonseksitasjonskreftene som ellers ville oversatt til hørbar støy og akselerert lagerslitasje.
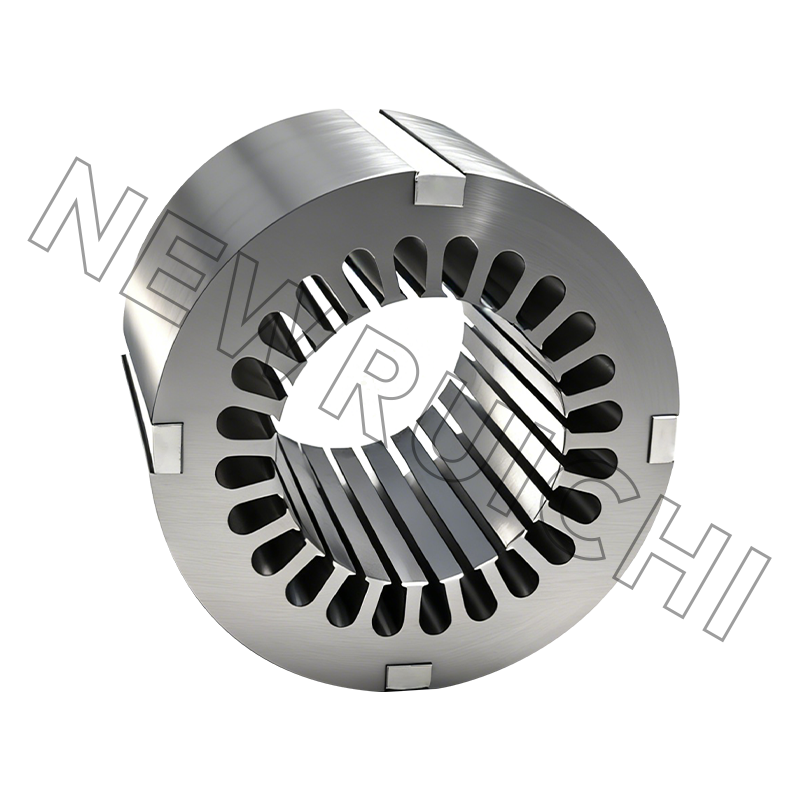
Statorrotorkjernedesign: Pole-Slot Matching og magnetisk kretsoptimalisering
Den statorrotorkjerne konfigurasjon – kombinasjonen av antall statorspalter, antall rotorpoler og deres geometriske forhold – er den primære designvariabelen som styrer dreiemomentrippelstørrelsen, tannhjulsmomentet og viklingsinduktansen i servomotorer. Å få denne kombinasjonen riktig er ikke bare et spørsmål om å velge et høyt antall poler eller et stort spornummer; det krever systematisk evaluering av de harmoniske interaksjonene mellom stator-MMF-fordelingen og rotorfluksmønsteret.
Vanlige pol-spor-kombinasjoner brukt i servomotordesign og deres ytelsesegenskaper er oppsummert nedenfor:
| Kombinasjon av stang/spor | Tannende dreiemoment | Viklefaktor | Typisk applikasjon |
|---|---|---|---|
| 8P / 12S | Lavt | 0.866 | Generell servo, robotikk |
| 10P / 12S | Veldig lavt | 0.933 | Høypresisjonsposisjonering, direkte kjøring |
| 6P / 9S | Middels | 0.866 | Kompakt servo, medisinsk utstyr |
| 14P / 12S | Veldig lavt | 0.933 | Lavt-speed high-torque, collaborative robots |
Utover pol-spor-valg, er tilleggsdesignfunksjoner i statorrotorkjernegeometrien – inkludert statorsporskjevhet, rotormagnetskjevhet og tannspissavfasing – brukt for å dempe tanndreiemomentharmoniene ytterligere. Disse geometriske raffineringene implementeres på lamineringsstemplingsstadiet, noe som gjør deres nøyaktige utførelse avhengig av den samme dimensjonale presisjonen som ble diskutert i forrige avsnitt.
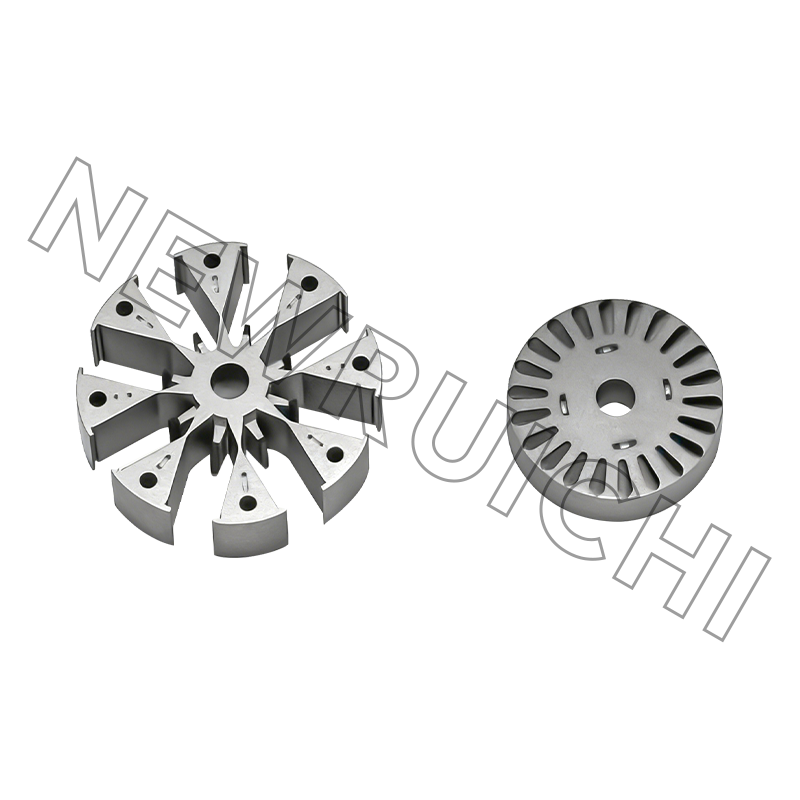
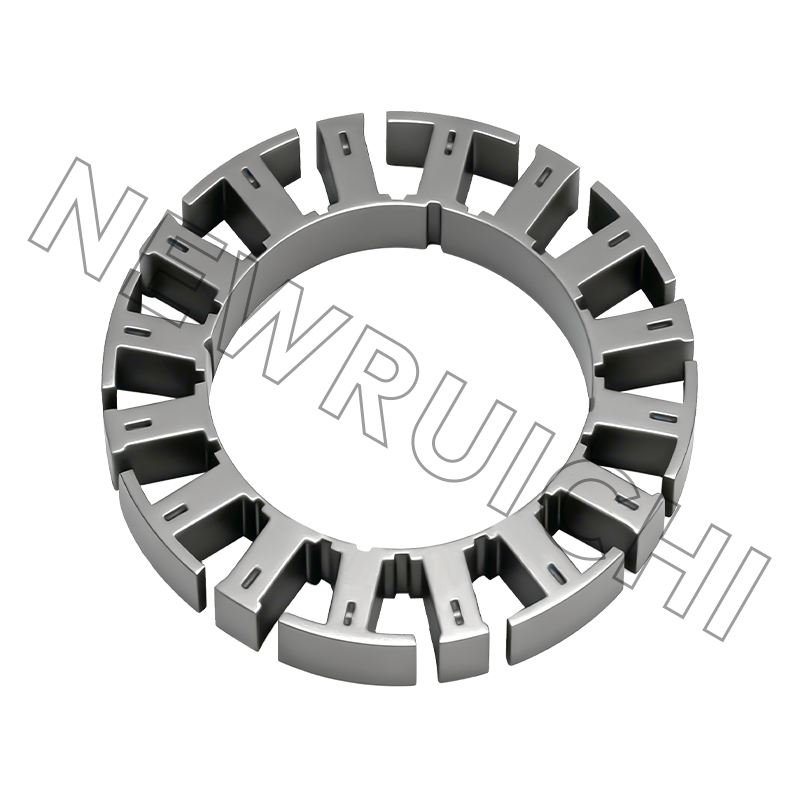
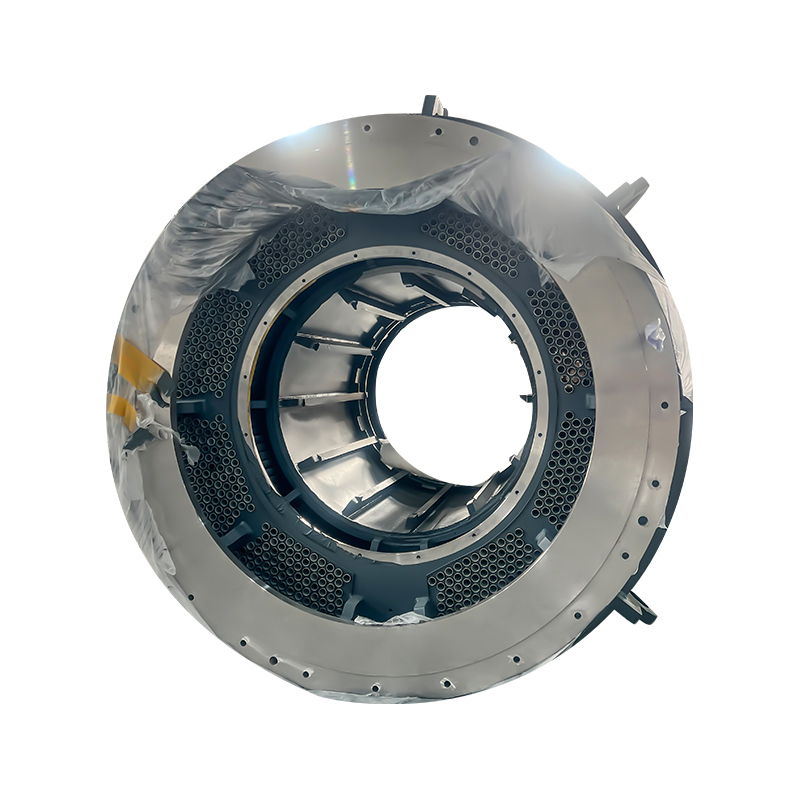
Stabling, liming og kjernemontering: Fra lamineringer til funksjonelle kjerner
Individuelle servomotorstator- og rotorlamineringer oppnår sin fulle funksjonelle verdi bare når de settes sammen til en sammenhengende stablet kjerne med konsekvent inter-laminær kontakt og presis aksial justering. Den valgte monteringsmetoden påvirker mekanisk integritet, magnetisk ytelse og egnethet for nedstrøms produksjonsprosesser, inkludert viklingsinnsetting og rotorbalansering.
Den primary stacking and bonding methods used for servo-grade cores are:
- Forrigling (selv-klinkende) — stemplede fordypninger eller tapper låser sammen tilstøtende lamineringer under stabling, og gir mekanisk kohesjon uten lim eller festemidler; den vanligste metoden for høyvolumproduksjon på grunn av hastighet og kostnadseffektivitet
- Lasersveising — aksiale sveisevulster påført langs den ytre diameteren til den stablede kjernen; produserer en stiv sammenstilling med god dimensjonsstabilitet, selv om sveisindusert spenning kan øke lokalt kjernetap marginalt i de berørte sonene
- Selvklebende liming (limte lamineringsstabler) — anaerobe lim eller epoksylim påført mellom lamineringsoverflater; eliminerer mekanisk stress fra sveising eller sammenlåsing, og bevarer de fulle magnetiske egenskapene til hver laminering; foretrukket for servokjerner med ultralav støy og høy presisjon
- Gjennomgående bolt montering — lamineringer innrettet på en presisjonsdor og klemt med gjennomgående bolter; brukes primært til større rammestørrelser der sammenlåsing eller sveising er upraktisk
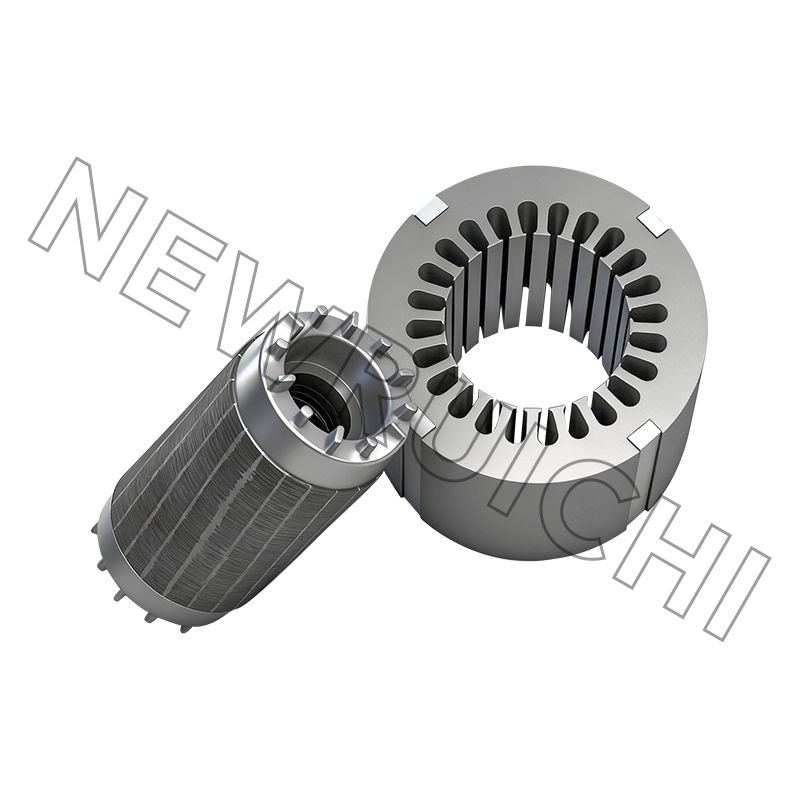
For rotorkjerner i servomotorer med permanent magnet er nøyaktig aksial stablingsjustering spesielt kritisk. Feiljustering mellom rotorens lamineringsstabel og magnetmonteringsgeometrien introduserer asymmetriske fluksbaner som hever både tannhjul og akustisk støy under drift.
Tilpasningsalternativer for servomotorlamineringsgeometri
Standard lamineringsgeometrier dekker de vanligste servomotorrammestørrelsene og pol-spor-konfigurasjonene, men mange presisjonsbevegelsesapplikasjoner krever tilpassede lamineringsdesign for å møte spesifikke krav til ytelse, innpakning eller integrering. Tilpasning av lamineringsgeometri er tilgjengelig på tvers av følgende dimensjoner:
- Ytre og indre diameter – skreddersydd for spesifikke motorrammedimensjoner eller begrensninger for integrering av direkte drev
- Sporform og åpningsbredde - optimalisert for spesifikke viklingstrådmålere, fyllfaktorer og sporlekkasjeinduktansmål
- Tannspissens geometri — avfasningsvinkel og spissbredde justert for å balansere reduksjon av tannreduksjonsmoment mot flukstetthet i tanntuppområdet
- Rotormagnet lommegeometri – for rotordesign med innvendig permanentmagnet (IPM) bestemmer lommeformen fluksbarriereeffektiviteten og saliency-forholdet, som begge påvirker reluktansens dreiemomentbidrag og dynamisk kontrollbåndbredde
- Stabellengde – justert for å møte målene for dreiemomenttetthet innenfor aksiale emballasjebegrensninger
Prototypeverktøy for tilpassede lamineringsgeometrier kan produseres til relativt lave kostnader ved å bruke wire EDM eller laserskjæring for innledende validering, med progressive dyseverktøy i drift når geometrien er bekreftet. Denne to-trinns tilnærmingen tillater motordesignere å iterere på lamineringsgeometri uten å forplikte seg til å investere i høyvolumsverktøy for tidlig.
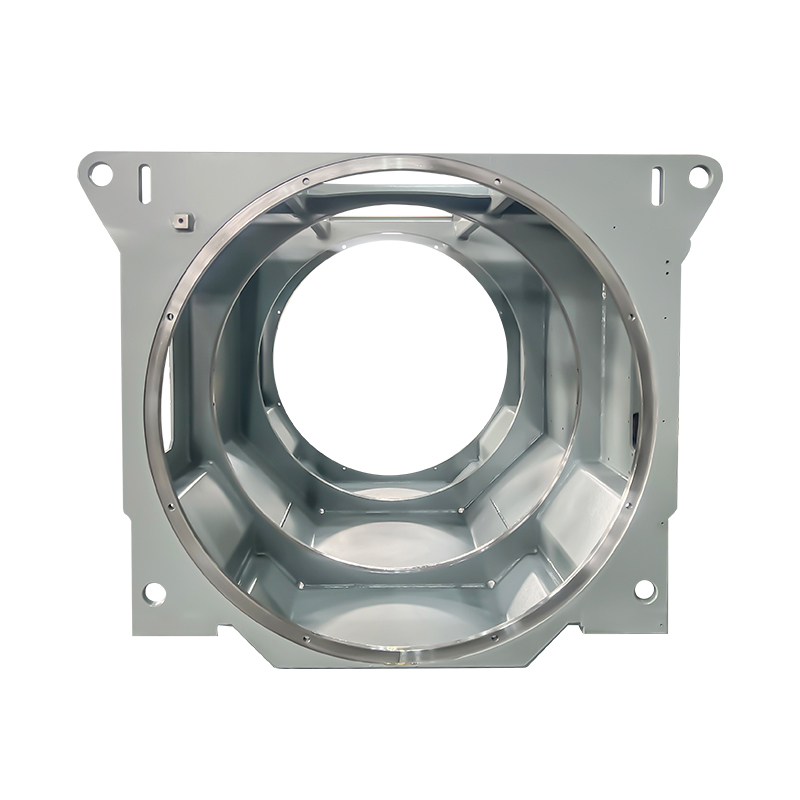
Ytelsesresultater: Hva høykvalitetskjerner leverer i applikasjonen
Den cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Redusert dreiemomentrippel — muliggjør jevnere bevegelsesprofiler i robotskjøter og lineære posisjoneringsstadier, med direkte fordeler for overflatefinishkvalitet i maskineringsapplikasjoner og banenøyaktighet i pick-and-place automatisering
- Lavere driftstemperatur – redusert kjernetap betyr mindre varmeutvikling ved nominell belastning, forlenger viklingsisolasjonens levetid og tillater høyere kontinuerlige driftssykluser uten reduksjon
- Raskere dynamisk respons — lavere magnetisk tap og høyere permeabilitet forbedrer motorens dreiemomentkonstante stabilitet over driftshastighetsområdet, og støtter strammere strømsløyfebåndbredder i servodrevet
- Redusert vibrasjon og akustisk støy – kontrollert lamineringsflathet, glatte sporkanter og presis rotorbalanse undertrykker de mekaniske eksitasjonskreftene som genererer hørbar støy, et krav som i økende grad spesifiseres i medisinske, halvledere og samarbeidende robotapplikasjoner
- Konsekvent batch-til-batch ytelse – trange dimensjonstoleranser på tvers av produksjonskjøringer sikrer at motorytelsesparametere forblir innenfor spesifikasjonene gjennom hele levetiden til et produksjonsprogram, noe som reduserer behovet for individuell motorkalibrering i systemintegrasjonsstadiet
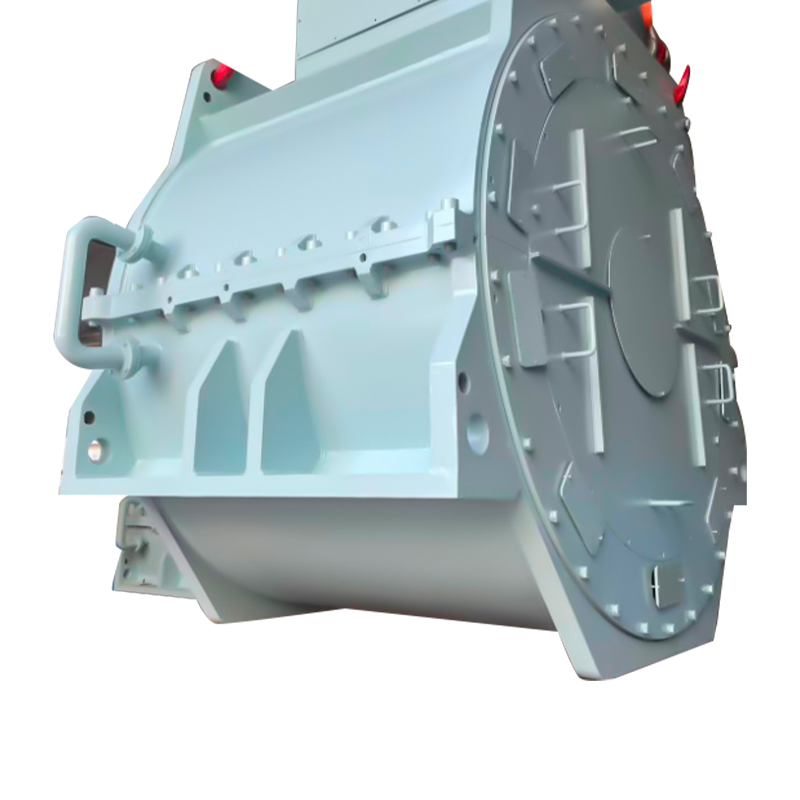
I høysyklusproduksjonsmiljøer der servomotorer kan utføre titalls millioner posisjoneringsbevegelser per år, kombineres disse ytelsesfordelene over hele systemets levetid – reduserer energiforbruket, forlenger vedlikeholdsintervallene og forbedrer de totale eierkostnadene i forhold til motorer bygget på statorrotorkjernekomponenter med lavere spesifikasjoner.
E-postadressen din vil ikke bli publisert. Obligatoriske felt er merket med *






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Opphavsrett © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator- og rotorkjerner-produsenter
