Hvorfor motorprodusenter bytter til ferdige kjerner som er klare til å installere?
Beyond Individual Laminations: Dekselet for ferdige kjernemontasjer
I flere tiår har motorprodusenter kjøpt individuelle lamineringer og administrert alle nedstrøms stabling, justering og festeoperasjoner internt. Selv om denne tilnærmingen ga maksimal fleksibilitet, introduserte den også betydelig kompleksitet: koordinering av flere delprosesser, vedlikehold av verktøy for hvert monteringstrinn, opplæring av operatører på tvers av forskjellige teknikker og styring av kvalitet på hvert trinn før en enkelt brukbar kjerne dukket opp. Ettersom produktutviklingssyklusene komprimeres og forsyningskjedene krever større spesialisering, har en mer effektiv modell tatt tak – en som er bygget rundt ferdige kjerner som er klar til å installere og ferdige motorkjeder som ankommer produksjonslinjen ferdig behandlet og umiddelbart brukbar.
Dette skiftet er ikke bare et spørsmål om bekvemmelighet. Det representerer en grunnleggende endring i hvordan motorprodusenter allokerer ingeniørressurser, håndterer risiko og akselererer time-to-market. Når kjernen - det mest magnetisk og mekanisk kritiske elementet i enhver elektrisk motor eller generator - leveres som en stabil, optimalisert struktur i stedet for en haug med løse lamineringer, blir hvert påfølgende trinn i motormonteringen raskere, mer repeterbar og lettere å kvalitetskontrollere. Å forstå hva som skal til for å produsere disse enhetene, og hvordan man velger den rette partneren for dem, er nå en strategisk prioritet for ingeniør- og innkjøpsteam på tvers av motorindustrien.
Hva ferdige kjerner som er klar til å installere, faktisk inkluderer
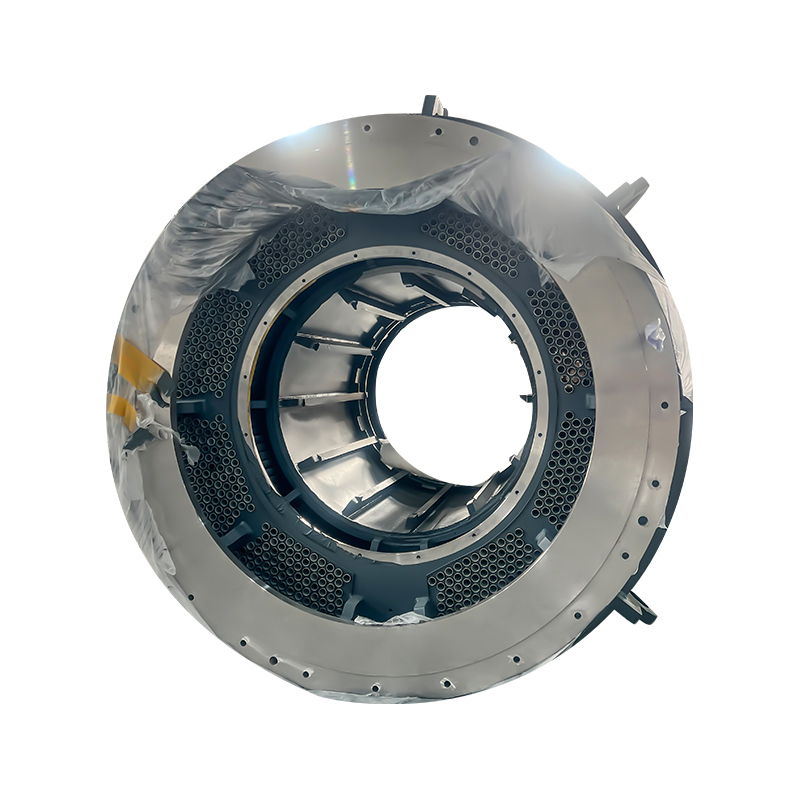
Begrepet ferdige kjerner som er klare til å installere omfatter et bredt spekter av leveranser, alle forent av prinsippet om at kjernen ankommer kundens anlegg i en tilstand som ikke krever ytterligere strukturell behandling før monteringen begynner. På basisnivå betyr dette en nøyaktig stablet og festet lamineringspakke - men i praksis varierer omfanget av hva "ferdig" inkluderer betydelig avhengig av motortype, bruksområde og kundekrav.
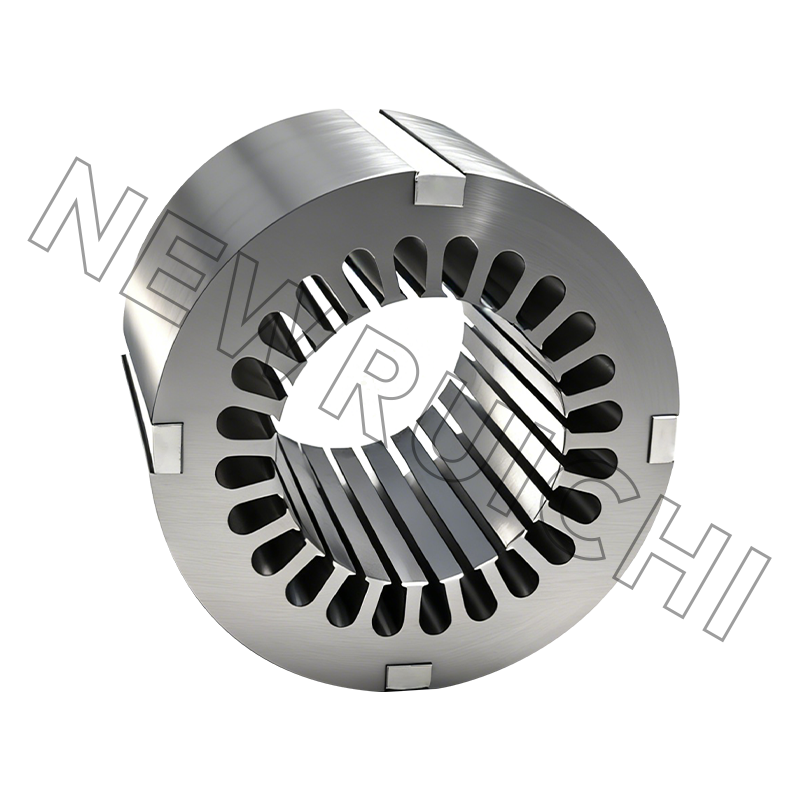
En fullt realisert ferdig kjerne integrerer typisk flere prosesstrinn som ellers ville falle på motorprodusenten. Stabling justerer individuelle lamineringer i presise rotasjons- og aksialorienteringer for å oppnå målstabelhøyden og magnetisk symmetri. Natning låser lamineringsstabelen mekanisk sammen med høy klemkraft, noe som sikrer dimensjonsstabilitet under vibrasjon og termisk sykling av motordrift. Sveising, påført langs den ytre omkretsen eller ved angitte sveisepunkter, legger til ytterligere strukturell integritet for høystressapplikasjoner. Liming – ved bruk av spesialiserte lim mellom lamineringslag – spesifiseres i økende grad for støyfølsomme applikasjoner, siden det eliminerer mikrovibrasjonen mellom laminene som bidrar til hørbar motorstøy og jerntap. Kombinasjonen av disse teknikkene, valgt og sekvensert i henhold til de spesifikke designkravene, er det som forvandler en løs stabel av elektrisk stål til en stabil, optimalisert magnetisk kjernestruktur.
Kjernemonteringsprosesser: stabling, nagling, sveising og liming
Hver av de fire primære monteringsprosessene bidrar med et distinkt og ikke-utskiftbart sett med egenskaper til den ferdige kjernen. Å velge riktig kombinasjon – eller forstå hvorfor en leverandør har spesifisert en bestemt tilnærming – krever klarhet i hva hver prosess oppnår og hvilke avveininger den introduserer.
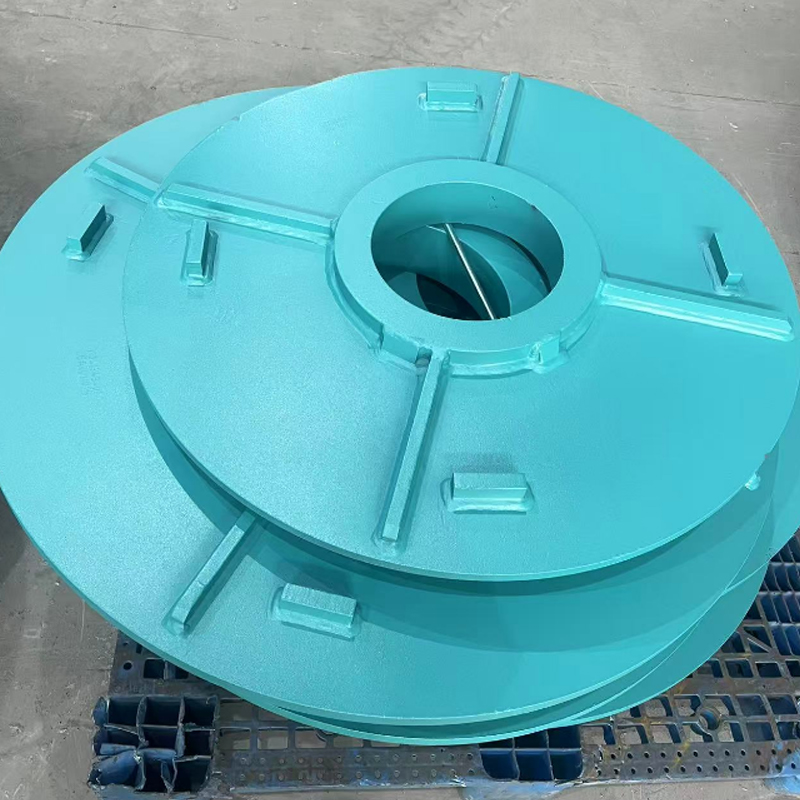
Stabling og orienteringskontroll
Presisjonsstabling er grunnlaget for hver kjernemonteringsprosess. Lamineringer må justeres innenfor stramme vinkel- og aksialtoleranser for å sikre at sporgeometrier, tannprofiler og åkdimensjoner er konsistente i hele stabelhøyden. Selv mindre feiljustering samler seg over hundrevis av lamineringer, og produserer avtrappede overflater som kompliserer innsetting av viklinger og forringer magnetisk fluksenhet. Automatiserte stablesystemer med synsstyrt justering og prosesshøydemåling brukes i høyvolumproduksjon av ferdige motorkjerneenheter for å opprettholde toleranser som manuell stabling ikke kan oppnå pålitelig.
Spennende for mekanisk integritet
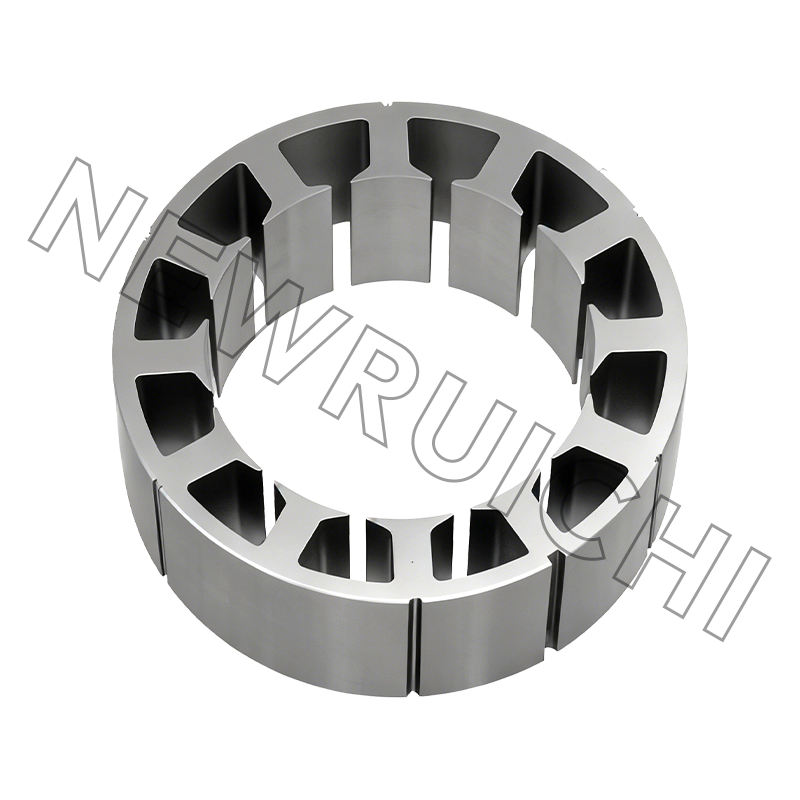
Natning passerer stål- eller aluminiumnagler gjennom forhåndsstansede hull i lamineringsstabelen og deformerer nagleendene under kontrollert kraft, og skaper en klemt sammenstilling som motstår aksial separasjon og relativ lamineringsbevegelse. Denne prosessen er rask, kostnadseffektiv og bredt anvendelig på tvers av stator- og rotorkjernegeometrier. Naglemønsteret, materialet og klemkraften er konstruert for å opprettholde stabelens integritet uten å skape kortslutningsbaner mellom lamineringer - en viktig elektromagnetisk ytelseshensyn som må balanseres mot mekaniske krav i alle design.
Sveising for høystressapplikasjoner
Lasersveising og TIG-sveising langs den ytre diameteren av statorkjerner eller langs aksiale sveiselinjer på rotorkjerner gir høyere skjøtstyrke enn nagling alene, noe som gjør sveisede sammenstillinger til det foretrukne valget for høyhastighetsmotorer, trekkraftapplikasjoner og miljøer utsatt for kraftige vibrasjoner. Sveisens inntrengningsdybde, vulstgeometri og varmetilførsel er tett kontrollert for å minimere termisk forvrengning og forhindre dannelse av inter-laminære ledende broer som vil øke virvelstrømstapene.
Bonding for støy og effektivitetsoptimalisering
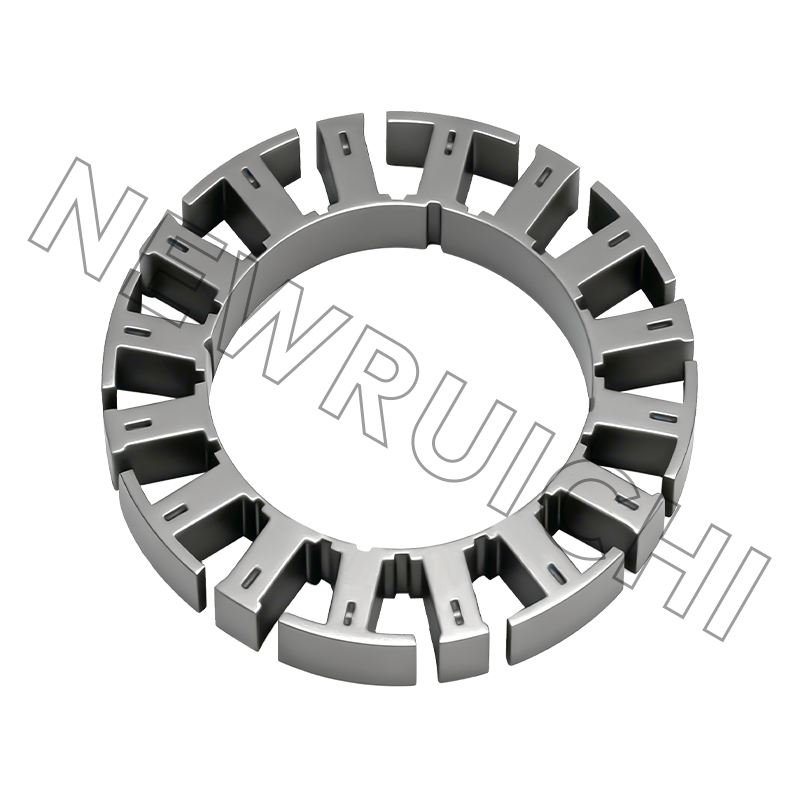
Limbinding mellom laminater – ved bruk av termisk herdet eller UV-herdet strukturelt lim – eliminerer de mekaniske kontaktgrensesnittene som er den primære kilden til vibrasjonsindusert støy i konvensjonelle klinkede eller sveisede kjerner. Bondede kjerner fordeler også klemspenningen jevnt over lamineringsoverflaten i stedet for å konsentrere den ved nagle- eller sveisepunkter, noe som reduserer lokaliserte spenningsinduserte økninger i magnetisk koercitivitet. For førsteklasses EV-trekkmotorer, HVAC-kompressormotorer og presisjonsservodrev, leverer sammenknyttede ferdige kjerner målbare forbedringer i både akustisk ytelse og generell motoreffektivitet.
Valgfrie tillegg: Skaftmontering og isolasjonsbehandling
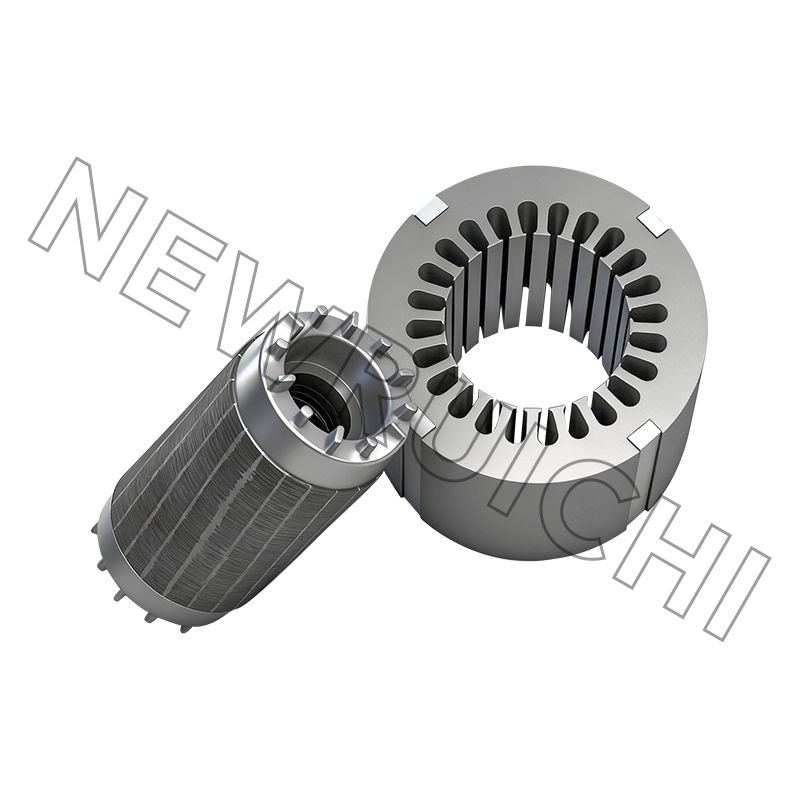
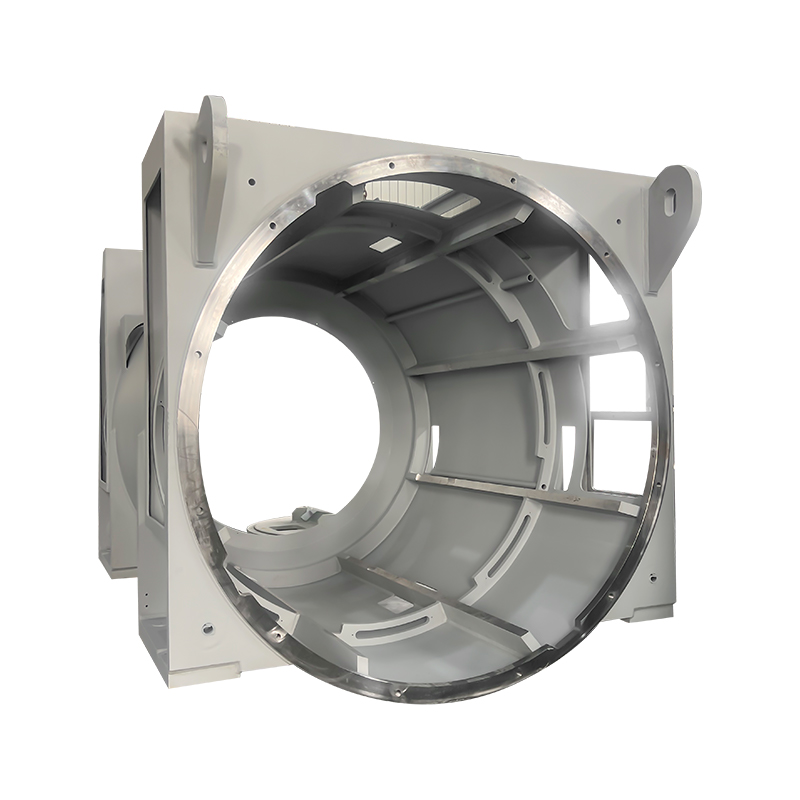
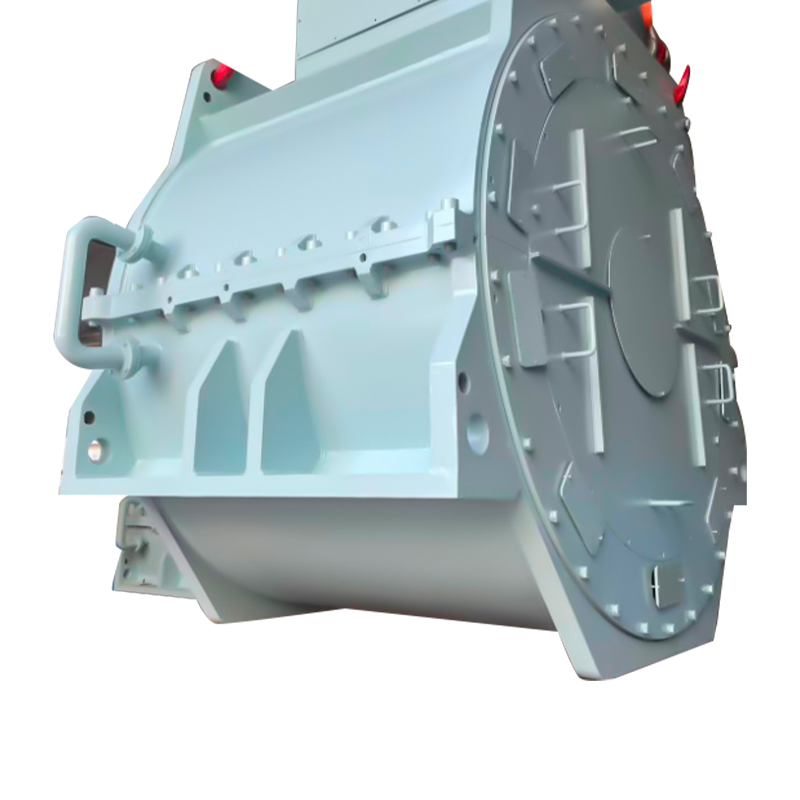
Utover kjernefesteprosessene, leverandører av Ferdige motorkjerner i økende grad tilby integrerte tilleggstjenester som ytterligere komprimerer kundens interne monteringsarbeid. To av de mest virkningsfulle alternativene er akselmontering og isolasjonsbehandling - som begge, når de utføres på kjerneleverandørnivå, eliminerer hele prosesstrinn fra motorprodusentens produksjonslinje.
- Akselmontering: Pressing eller krympemontering av rotorkjernen på motorakselen krever presis interferenspasningskontroll, spesialisert pressutstyr og nøye termisk styring for å unngå lamineringsskader. Når kjerneleverandøren utfører denne operasjonen, mottar kunden en balansert rotordel som er klar for lagerinstallasjon – noe som fjerner en teknisk krevende prosess fra et samlebånd som kanskje mangler spesialiserte verktøy for å utføre den pålitelig i stor skala.
- Isolasjonsbehandling: Sporisolasjon – enten den brukes som forhåndsformet isolasjonspapir, pulverlakkering eller flytende epoksyimpregnering – beskytter viklingsledere mot elektrisk kontakt med kjernestålet og gir den dielektriske barrieren som kreves for langsiktig motorpålitelighet. Mottakskjerner med spalteisolasjon allerede påført gjør at viklingsoperatører kan begynne å sette inn spole umiddelbart, uten et mellomliggende isolasjonsforberedelsestrinn som ellers ville kreve separat utstyr og kvalitetsverifisering.
- Overflatebehandling og belegg: Anti-korrosjonsbelegg, malingsbehandling eller anodisering kan påføres kjerneenheten før levering, noe som eliminerer håndtering og maskeringsoperasjoner ved motormonteringsanlegget og sikrer en konsistent kosmetisk og beskyttende finish på hver enhet.
- Dimensjonell og magnetisk verifisering: Inspeksjonsrapporter før forsendelse – inkludert stabelhøyde, borediameter, konsentrisitet og målte kjernetapdata – gir motorprodusenter den innkommende kvalitetsdokumentasjonen som trengs for å akseptere sammenstillinger direkte i produksjon uten overflødige innkommende inspeksjonstrinn.
Hvordan ferdige kjernesammenstillinger forkorter produktlanseringstidslinjer
Et av de mest overbevisende argumentene for å skaffe ferdige kjerner og ferdige motorkjerner er den direkte innvirkningen på utviklingen av nye produkter. Når motorprodusenter er ansvarlige for alle kjerneprosesseringstrinn internt, krever hvert nytt produktdesign kvalifisering av stablingsarmaturer, nagleverktøy, sveiseparametere og isolasjonspåføringsprosesser - en valideringsbyrde som kan legge til uker eller måneder til utviklingsplanen før en enkelt produksjonsintensjonsprototype settes sammen.
Ved å outsource denne kompleksiteten til en erfaren kjernemonteringsleverandør overfører disse kvalifikasjonsbyrdene til et anlegg med etablerte prosesser, validert utstyr og dedikerte ingeniørteam. Motorprodusenten mottar ferdige sammenstillinger som allerede har bestått dimensjons- og magnetisk karakterisering, noe som muliggjør umiddelbar progresjon til vikling, impregnering og testing på systemnivå. Iterative designendringer – justeringer av sporgeometri, variasjoner i stabelhøyde eller oppgraderinger av materialkvalitet – kan imøtekommes raskt uten at motorprodusenten må kvalifisere internt verktøy på nytt. Denne smidigheten er spesielt verdifull i konkurranseutsatte markeder der muligheten til å bringe et nytt motordesign fra prototype til produksjon på kortest mulig tidslinje er en direkte kommersiell fordel.
Sammenligning av forsyningsmodeller: Løse lamineringer vs. ferdige sammenstillinger
Avgjørelsen mellom innkjøp av løse lamineringer og innkjøp av ferdige motorkjerner er til syvende og sist en strategisk, som balanserer intern kapasitet, produksjonsvolum, kvalitetskontrollkrav og forsyningskjederisiko. Følgende tabell oppsummerer de viktigste forskjellene mellom de to forsyningsmodellene på tvers av dimensjonene som er mest relevante for motorprodusenter:
| Dimensjon | Løse lamineringer | Ferdige motorkjerner |
| Internt verktøy kreves | Høy - stabling, nagling, sveiseutstyr er alt nødvendig | Lav — verktøy administrert av leverandør |
| Samlebåndets kompleksitet | Høy – flere prosesstrinn kreves før vikling | Lav kjerne leveres klar for umiddelbar bruk |
| Kvalitetskontrollpunkter | Mange — hvert internt prosesstrinn må verifiseres | Færre — leverandørverifisert før forsendelse |
| Ny produktlanseringshastighet | Langsommere – intern prosesskvalifisering kreves | Raskere — leverandør håndterer kvalifisering |
| Egnet for lav til middels volum | Mindre effektiv — høy fast kostnad per enhet | Godt egnet - ingen investering i fast verktøy kreves |
| Designfleksibilitet | Høy — full intern kontroll over prosessparametere | Høy — endringer implementert i samarbeid med leverandør |
Velge den riktige ferdige kjernemonteringspartneren
Kvaliteten på en ferdig motorkjerneenhet er uatskillelig fra evnene og prosessdisiplinen til leverandøren som produserer den. Evaluering av en potensiell partner krever å se utover pris og ledetid for å vurdere dybden av deres tekniske kapasitet gjennom hele monteringsprosesskjeden. Nøkkelkriterier inkluderer utvalget av festeteknologier som er tilgjengelige - en leverandør som kun tilbyr nagler kan ikke tjene applikasjoner der liming eller sveising er teknisk nødvendig - samt presisjonen og repeterbarheten til stable- og innrettingssystemene deres, deres tilnærming til kvalitetsovervåking i prosessen, og deres evne til å gi dokumenterte dimensjonale og magnetiske ytelsesdata med hver forsendelse.
Like viktig er leverandørens tekniske støtteevne. De beste leverandørene av ferdige kjerner som er klare til å installere, fungerer som samarbeidende designpartnere, og gir innspill om lamineringsgeometri, stabelhøydeoptimalisering, prosessvalg og materialkvalitetsvalg under motorutviklingsfasen – ikke bare å utføre en fast tegning etter at designet er frosset. Denne tidlige involveringen muliggjør design som er optimalisert for både motorytelse og produksjonseffektivitet, og reduserer kostnadene og tiden knyttet til designgjentakelser som kunne vært forutsett med tidligere leverandørengasjement. For motorprodusenter som har forpliktet seg til å forkorte produktlanseringstidslinjene og forbedre konsistensen til de ferdige sammenstillingene deres, er valg av en leverandør med denne dybden av kapasitet en av beslutningene med størst innflytelse i anskaffelsesprosessen.

E-postadressen din vil ikke bli publisert. Obligatoriske felt er merket med *






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Opphavsrett © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator- og rotorkjerner-produsenter
