Interlock laminert kjerne: presisjons- og ytelsesgevinster
Den avgjørende fordelen med en interlock laminert kjerne er dens evne til å redusere virvelstrømstap med opptil 95 % sammenlignet med en solid kjerne, samtidig som man eliminerer behovet for sveising eller nagling i monteringsprosessen. Denne doble fordelen forbedrer både elektrisk effektivitet og produksjonshastighet i høyvolums motorproduksjon.
Teknologien har beveget seg utover enkel stabling. Moderne forriglingssystemer inkluderer nå mikrofunksjoner som fysisk binder lamineringer på et nesten molekylært nivå under stempling, og skaper en monolittisk struktur som tåler torsjonsbelastningen til trekkmotorer med høy RPM. For ingeniører som spesifiserer disse kjernene er det avgjørende å forstå stemplingsformarkitekturen og materialfjæringsdynamikken.

Mekanikken til interlock uten fremmedmateriale
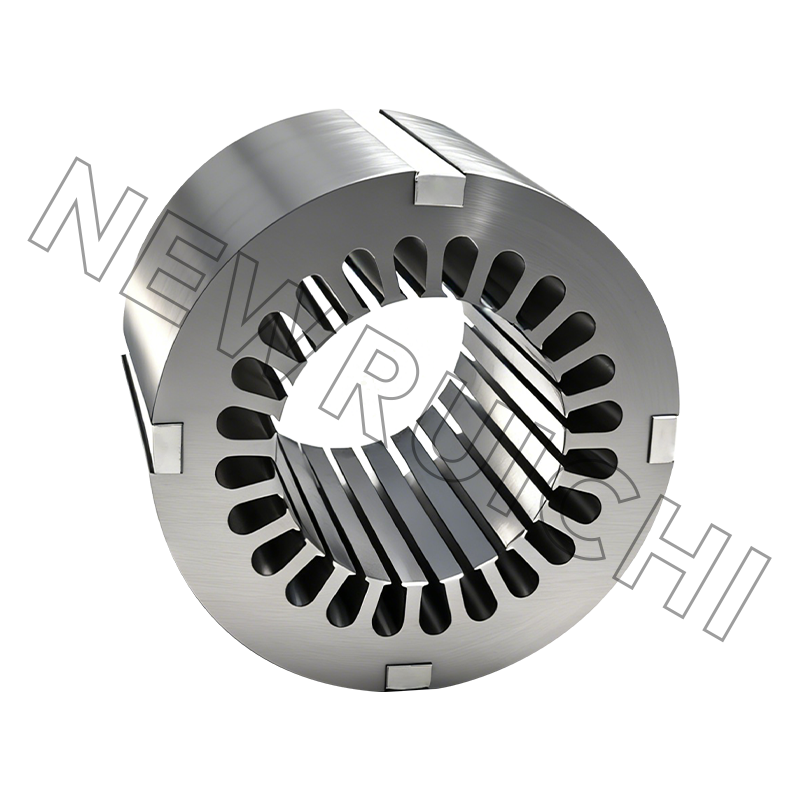
I motsetning til tradisjonell kjernekonstruksjon som er avhengig av klosser, bolter eller MIG-sveising langs den ytre diameteren, bruker en interlock-laminert kjerne en geometrisk passform for å binde lag. Under høyhastighetsstemplingsprosessen kutter den progressive formen nøyaktige sylindriske eller V-formede fremspring på en laminering som presser inn i tilsvarende utsparinger på det tilstøtende arket. Interferensen passet, ofte bare 0,02 til 0,05 mm , genererer en holdekraft sterk nok til å opprettholde lamineringsintegriteten under viklings- og lakkeringsstadiene.
Eliminering av sveising er et betydelig teknisk sprang. Sveising skaper en kortslutningsbane langs det bakre jernet, og genererer lokaliserte varme flekker som forringer magnetisk permeabilitet. Ved å fjerne denne ledningsbanen opprettholder sammenlåste kjerner en virkelig isolert lamineringsstruktur, og sikrer at flukstettheten forblir jevn over hele tannprofilen.
Kvantifisere effektiviteten og dreiemomentforbedringen
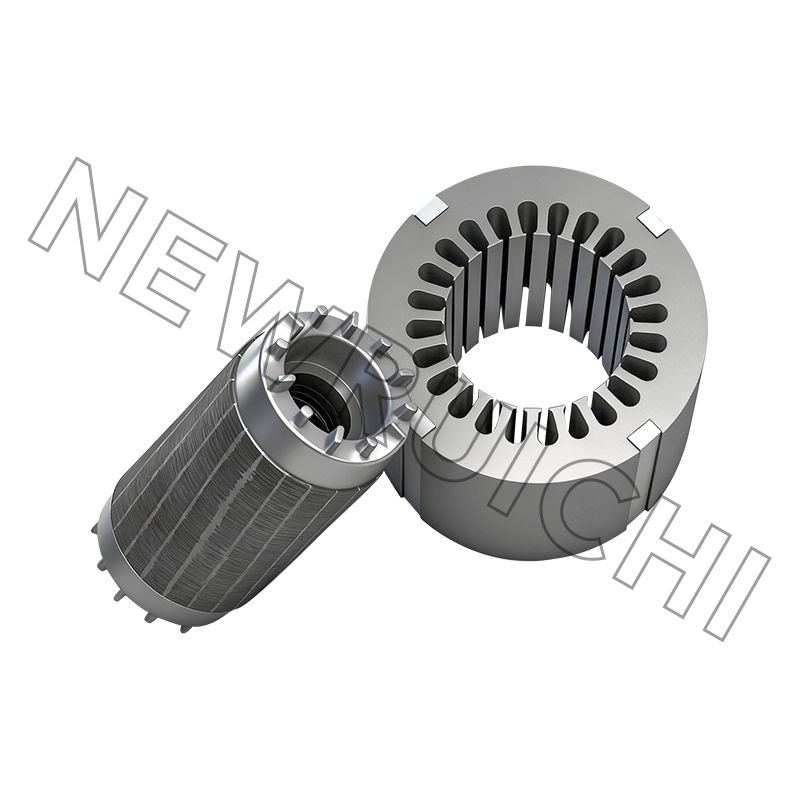
Skiftet fra en sveiset til en sammenlåst kjernedesign påvirker direkte krafttettheten til en elektrisk motor. Testing på en 12-spors, 8-polet konsentrert viklingsstator avslører ytelsesdeltaet tydelig.
| Parameter | Sveiset kjerne | Interlock laminert kjerne |
|---|---|---|
| Jerntap @ 1000 Hz (W/kg) | 48 | 38 |
| Tannmoment (mNm) | 12 | 4 |
| Stablingsfaktor | 95 % | 98,5 % |
| Tilbake Jerntemperaturstigning | 65°C | 48°C |
Reduksjonen i tannhjulsmoment til 4 mNm er spesielt kritisk for støy, vibrasjoner og hardhet (NVH) i trekkapplikasjoner i biler. Denne jevnheten er et resultat av den nøyaktige vinkeljusteringen som opprettholdes av låsefunksjonene, og forhindrer rotasjonsglidning mellom lagene som plager mekanisk fastklemte kjerner under termisk sykling.
Kritiske verktøyparametere for nulldefektstabler
Et vellykket interlock laminert kjerneprosjekt mislykkes eller lykkes inne i stanseformen. Interlock-funksjonen lages i sluttfasen av en progressiv dyse, som krever absolutt kontroll over materialmatingen og stans-til-matris-klaring. Enhver varians her multipliserer over stabelhøyden.
Kontrollert tilbakefjæring og flathet
Silisiumstål viser materialefjæring på omtrentlig 2 til 4 grader etter bøying. For at låsetappene skal gripe sikkert inn, må dysen overbøye tappen nøyaktig slik at den slapper av til en låst posisjon inne i hulrommet til det tilstøtende laget. Avanserte progressive dyser bruker nå servodrevne trykkputer som justerer tonnasjen i sanntid, og kompenserer for variasjoner i spole-til-spole-hardhet. Uten denne kompensasjonen oppstår løse stabler eller lamineringsbrudd.
Interlock mengde og formgeometri
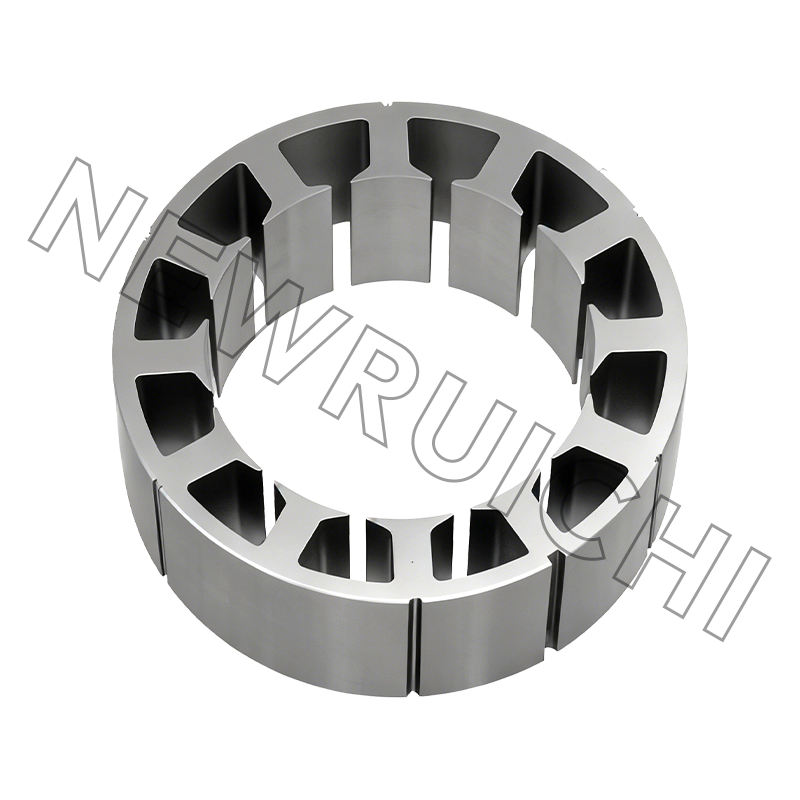
Geometrien dikterer skjærstyrken til den siste blokken. Gjeldende beste praksis for en stator med en diameter på 200 mm bruker disse profilene:
- Runde groper: Best for små servomotorer under 5kW , gir symmetrisk holdekraft med minimal innvirkning på den magnetiske banen.
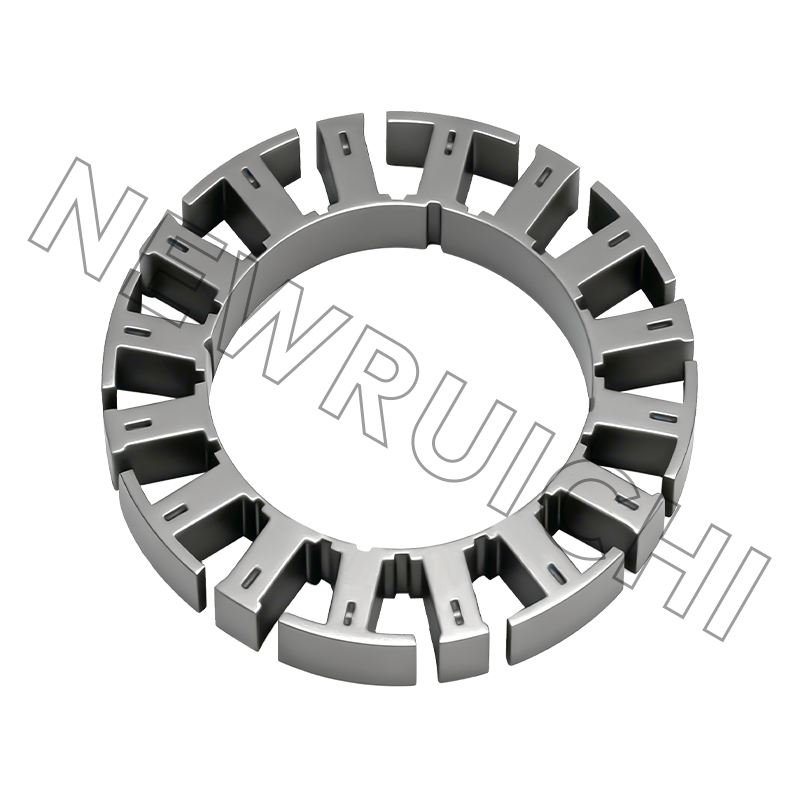
- V-formet eller deltalås: Leverer 40 % høyere uttrekksmotstand enn runde design ved å skape en svalehaleeffekt, avgjørende for motorer over 10 000 RPM.
- Variable trykksoner: En teknikk hvor låsedybden reduseres i statortannsonen for å forhindre sprekkdannelse i isolasjonslaget, mens maksimal klemkraft utelukkende påføres åkområdet.
Materialbegrensninger og elektrisk isolasjonsintegritet
Forrigling forstyrrer iboende det isolerende oksid- eller lakkbelegget på ståloverflaten. Når tappen skjæres gjennom belegget, skaper den en metall-til-metall-bro. Å håndtere denne kortslutningsrisikoen er den primære designutfordringen. I høyfrekvente frekvensomformere som bruker silisiumkarbid (SiC) omformere, kan de skarpe dv/dt-pulsene indusere destruktive strømmer gjennom disse låsene.
For å dempe dette bruker produsentene nå en sekundær selvbindende epoksy som aktiveres under en herdesyklus. Mens den mekaniske forriglingen gir den grønne styrken for håndtering, fyller den bakte epoksyen mikrohullene i kuttkantene, og gjenoppretter elektrisk motstand til over 5 megaohm ved 500V. Denne hybrid interlock-bonding-prosessen er raskt i ferd med å bli standarden for 800V EV-trekkmotorer.
Implementering av kvalitetsverifisering
Å stole på destruktive uttrekkstester av ferdige stabler er foreldet. Intelligente stemplingsceller integrerer nå laserforskyvningssensorer direkte inn i dysehulrommet. Når lamineringer går ut av låsestasjonen, måler en sensor fremspringshøyden på låsetappen. Hvis fanehøyden avviker fra nominelt mål på 0,8 mm med mer enn 0,03 mm , justerer presskontrolleren rampenetrasjon umiddelbart eller avleder den dårlige delen før en full stabel er kompromittert. Denne tilbakekoblingen med lukket sløyfe muliggjør en førstepassasje-utbytte som overskrider 99,9 % , avgjørende når du produserer en rotorkjerne hvert 2,5 sekund.
E-postadressen din vil ikke bli publisert. Obligatoriske felt er merket med *






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Opphavsrett © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator- og rotorkjerner-produsenter
